Anda bisa mendapatkan spesialisasi tukang las setelah 2 tahun belajar di sekolah teknik kejuruan atau perguruan tinggi, dalam kasus ekstrim, Anda bisa mengambil kursus. Bagi mereka yang tidak ingin melakukan ini secara profesional, tetapi hanya ingin melakukan jahitan las dengan terampil, berikut pilihan umum jahitan las.
Alat las
Pembelian Peralatan yang diperlukan- persiapan penting untuk keberhasilan implementasi lapisan las. Perangkat utama untuk kreasi mereka adalah mesin las. Variasinya dapat bekerja baik dari arus langsung maupun dari arus bolak-balik. Saat mengerjakan mesin las, Anda perlu membeli elektroda.Jika berlaku pengelasan busur, maka elektroda pada arus searah bergerak dalam satu arah, yang ditentukan sesuai dengan polaritasnya.
Ada beberapa mesin las:
- Transformator . Dengan bantuannya, listrik yang disuplai oleh jaringan diubah menjadi arus bolak-balik, yang diperlukan untuk proses pengelasan. Jika Anda memilih opsi yang murah, Anda bisa mendapatkan perangkat berat yang akan sulit diangkut, serta keteguhan busur yang tinggi dan kehilangan tegangan selama operasi.
- Penyearah . Ini mengubah daya AC ke DC untuk pengelasan. Ini memiliki kekurangan dan kelebihan yang hampir sama dengan perangkat sebelumnya. Namun kualitas jahitannya setelah diaplikasikan jauh lebih baik, karena menjaga kestabilan busur.
- inverter . Menyediakan arus dan tegangan konstan untuk pengelasan. Perangkat ringkas ini, yang memberikan penyesuaian arus yang lancar, berbeda dari rekan-rekannya dalam hal respons cepat dan penyalaan yang mudah.
Inverter las generasi baru lebih unggul dalam akurasi daripada transformator, generator, dan penyearah yang sebelumnya digunakan untuk pengelasan, polaritas dapat diatur secara independen pada mereka. Pemula disarankan untuk menguasai pengelasan dengan inverter.
Keberhasilan penggunaan perangkat ini bergantung pada konsep polaritas yang benar. Jika polaritas langsung dipilih, maka kabel dengan "minus" menuju ke elektroda, dan dengan "plus" - ke terminal "ground". Dengan polaritas terbalik, semuanya akan dilakukan sebaliknya.
Mesin las disuplai dengan arus melalui kabel dengan terminal yang dapat dilepas dengan cepat. Konduktor harus terbuat dari tembaga dan diisolasi, menghantarkan arus, dan film sintetik berfungsi sebagai pemisah.
Elektroda untuk pengelasan logam terbuat dari kawat las. Tetapi untuk besi tuang, digunakan kawat pengisi dengan batang grafit. Besi tuang, tidak seperti baja, adalah bahan yang sangat rapuh dan harus dilas dengan metode dingin. Saat melakukan pengelasan, perlu untuk terus memantau pemanasan permukaannya, jika tidak, retakan dapat terjadi. Jahitannya tidak dibuat utuh, tetapi pas dan dimulai dengan penempaan wajib.
Dasar-dasar tukang las pemula
Menguasai bisnis pengelasan dimulai dengan sesi pelatihan tentang potongan logam yang tidak perlu. Lebih baik menimbun wadah berisi air, jika tiba-tiba terjadi kebakaran karena kurang pengalaman, maka api dapat dipadamkan dengan cepat. Pada langkah pertama, Anda harus berhati-hati dan waspada, meskipun percikan api kecil memantul, ini sudah cukup untuk menyalakan api:- Pada perangkat yang dipilih, insulasi kabel diperiksa, kebenaran pengisiannya ke dudukan.
- Nilai arus yang diinginkan diatur, dengan fokus pada diameter elektroda.
- Busur dinyalakan, yang diatur pada kemiringan 60-70 derajat dan ditarik perlahan di sepanjang permukaan yang akan dilas. Bagian disentuh dengan busur saat percikan api berasal dari elektroda. Antara busur dan elektroda selama proses pengelasan, jarak 5 mm harus diperhatikan. Selama operasi, elektroda akan terbakar. Jika elektroda menempel pada logam selama gerakan, maka harus diayunkan ke samping.
- Busur mungkin tidak muncul pertama kali, kemudian arus meningkat sehingga diperoleh busur dengan panjang konstan 5 mm.
- Saat Anda berhasil menyalakannya, Anda perlu mencoba mengelas roller, mencoba mengumpulkan logam cair ke tengah busur.

Setelah pelatihan seperti itu, dimungkinkan untuk melanjutkan ke pengelasan 2 bagian logam.
Eksekusi yang benar dari las vertikal (video)
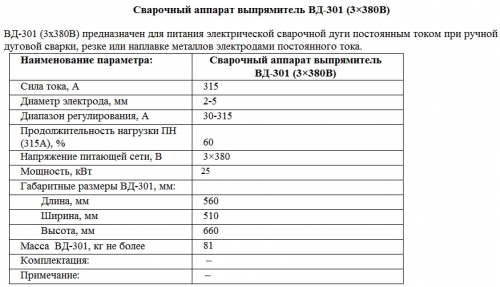
Video berikut menunjukkan cara melakukan jahitan vertikal pada logam tipis yang ketebalannya hanya 2 mm.Elektroda Korea dengan diameter 2,6 mm digunakan untuk pengelasan. Biasanya jahitan seperti itu dibuat dengan sudut ke depan, tetapi karena profil digunakan di mana celah kecil dibuat, pekerjaan akan tegak lurus atau dengan sedikit kemiringan berlawanan. Untuk membandingkan jahitannya, paruh pertama celah dilas pada 45 ampere, kemudian beralih ke 60 dan 70. Melalui filter cahaya, terlihat bahwa pengelasan dilakukan dari bagian bawah profil. Hasilnya adalah 2 jahitan. Seperti yang Anda lihat, pada 70 ampere ternyata lebih halus dan lebih akurat.
Bagaimana cara memasak jahitan langit-langit dengan las listrik? (video)
Lapisan las jenis ini dilakukan pada contoh pelat tipis, yang menggunakan elektroda UONI dengan lapisan dasar.Berikut adalah instruksi pengelasan:
- Gerakan pertama elektroda dilakukan dalam "tulang herring", sedangkan gerakan osilasi kecil harus dilakukan. Saat memasak lapisan langit-langit, arus 85 ampere diterapkan, dilakukan tanpa gangguan. Pilihan lain untuk jahitan semacam itu adalah menggerakkan elektroda sedikit ke belakang lalu ke depan.
- Setelah mengelas semua pelat, mereka melanjutkan ke penerapan las fillet setengah langit-langit, yang dilakukan mulai dari jahitan kecil dan pengembalian, dan kemudian tulang herring yang sama digunakan, dilakukan dengan sudut ke belakang. Untuk lasan fillet, Anda perlu mengatur arus yang lebih kuat menjadi 90 ampere. Dimungkinkan untuk melakukan pengelasan fillet dengan metode kedua, menggunakan gerakan bolak-balik.
- Jahitan terakhir adalah sendi pangkuan piring. Ini adalah sambungan semi-langit-langit. Karena ketipisan pelat atas, gerakan herringbone harus dilakukan dengan lancar sedikit demi sedikit, tanpa menggerakkan elektroda dengan keras di atasnya untuk menghindari kerusakan. Gerakan pada satu jahitan bisa digabungkan. Arusnya tetap sama - pada 90 ampere.
Pada lapisan yang tumpang tindih, terlihat bahwa saat melakukan gerakan lebar dengan elektroda, potongan bawah terbentuk karena platina yang tipis. Pada awal lapisan terdapat pori-pori yang timbul akibat pembersihan logam yang buruk.
Video tutorial membuat las untuk pemula
Kemampuan mengelas sambungan ditandai dengan keindahan dan kualitasnya. Untuk memenuhi persyaratan ini, Anda harus memiliki keterampilan tertentu. Mereka hanya dapat diperoleh dengan pengalaman. Dan untuk tukang las otodidak pemula, tidak ada alat yang lebih baik daripada video profesional, yang berisi cara mengelas sambungan dengan benar dan andal di rak.Kesenjangan antara pipa adalah 2 mm. Peleburan melalui pipa akan dilakukan dengan pull-off menggunakan elektroda berlapis rutil. Pengelasan dilakukan dengan sudut ke belakang, searah jarum jam tanpa merobek elektroda, di tempat yang sama sampai terbentuk manik. Arus sebenarnya di perangkat akan menjadi sekitar 110 ampere. Kemajuan pengelasan ditunjukkan melalui filter dan di siang hari. Sebelum membuat jahitan, elektroda perlu sedikit ditekuk agar lebih nyaman untuk dimasak. Saat mempertimbangkan jahitan yang dibuat dengan filter ringan setelah menghilangkan terak, terlihat jelas bahwa itu membentuk gelombang yang rata, hanya di tempat kunci, penulis video memperkuatnya dengan penurunan tambahan.
Kondisi utama untuk mendapatkan sambungan belok yang indah adalah penggunaan metode pengelasan yang sesuai dan lokasi busur.
Setelah pembelian alat yang diperlukan dan eksekusi yang benar pekerjaan persiapan Anda dapat secara mandiri melakukan jahitan yang diberikan dalam artikel. Dan kebenaran kreasi mereka dapat dikontrol dengan membandingkan contoh yang disajikan dalam tutorial video dari para profesional pengelasan.
Saat ini, pengelasan listrik merupakan jenis kegiatan yang cukup berkembang. Pengelasan listrik bisa menjadi jenis pendapatan utama, dan hanya hobi. Apalagi penghasilan dari las listrik bisa bagus, karena sekarang sangat modis memiliki gerbang atau pagar besi tempa. Karena alasan inilah banyak orang bertanya: bagaimana cara mengelas logam?
Skema pengelasan busur listrik.
Belajar mengelas logam tidaklah mudah, hampir tidak mungkin melakukannya dalam satu hari, Anda harus menghabiskan lebih dari satu bungkus elektroda untuk menguasai kerajinan yang luar biasa ini. Namun, setelah mempelajari cara memasak logam dengan pengelasan listrik, Anda dapat menghindari banyak masalah sehari-hari, karena keterampilan ini memungkinkan Anda melakukan semuanya sendiri. Pengelasan listrik merupakan atribut yang sangat diperlukan dalam kehidupan sehari-hari.
Terus-menerus mengajukan pertanyaan tentang bagaimana mempelajari cara mengelas logam menggunakan las listrik, dan pada saat yang sama memiliki keinginan yang besar, Anda dapat dengan cepat mempelajari kerajinan ini. Selanjutnya, mendapatkan pengalaman, seiring waktu, produk palsu yang lebih berat dapat diperoleh.
Alat yang dibutuhkan untuk pengelasan
Untuk mempelajari cara mengelas logam, Anda harus memiliki sejumlah alat:
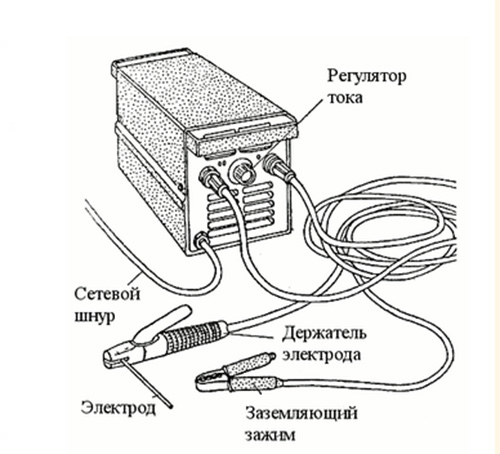
Diagram mesin las listrik.
- Perangkat khusus yang dapat digunakan untuk memegang elektroda. Perangkat semacam itu disebut pemegang elektroda. Dalam hal apa pun elektroda tidak boleh tergelincir, jika tidak, Anda dapat terluka. Untuk menghindari hal ini dan menciptakan kenyamanan untuk bekerja, Anda harus memilih dudukan khusus untuk Anda. Pemegang terutama dari dua jenis: sekrup dan penjepit.
- Seperti yang sudah diketahui, saat bekerja dengan mesin las, percikan api terbentuk, atau dengan cara lain disebut juga busur las. Kontak dengan percikan seperti itu di mata sangat tidak diinginkan, jadi Anda perlu membeli masker pelindung. Topeng itu sendiri harus terbuat dari bahan yang memiliki konduktivitas termal rendah, melindungi dari radiasi ultraviolet, dan tidak menyala dari percikan api. Menurut GOST, masker jenis ini terbuat dari serat lembaran. Agar pekerjaan yang dilakukan terlihat, bukaan dibuat pada topeng di seberang mata, di mana kaca filter dimasukkan. Berkat filter cahaya, radiasi infra merah tertunda hingga 96%, radiasi ultraviolet tidak ditransmisikan.
- Pengelasan berbahaya bagi kesehatan, jadi Anda perlu membeli alat pelindung pernapasan khusus. Juga, tergantung pada toksisitasnya, ruangan tersebut harus dimurnikan udara.
- Mesin las listrik. Untuk pengelasan, Anda memerlukan salah satu perangkat ini: a) trafo yang tidak perlu diubah arus searah lokal jaringan listrik(ketika memilih perangkat murah jenis ini, orang tidak boleh lupa bahwa itu tidak selalu dapat memastikan stabilitas busur listrik, karena perangkat murah umumnya terbakar, duduk dari tegangan, dan terlalu berat); b) penyearah, dengan bantuan arus listrik bolak-balik diubah menjadi arus langsung (ini sangat penting untuk kualitas tinggi las); c) inverter - perangkat yang dirancang untuk tukang las profesional (perbedaannya dari perangkat lain adalah cukup ringan, kompak, mudah dinyalakan, dan memiliki kinerja tinggi).
- Elektroda. Penting untuk memilih elektroda yang tepat, ini sangat penting untuk tukang las pemula. Bagi yang baru pertama kali melakukannya pekerjaan las, diinginkan untuk menggunakan elektroda dalam batang padat, mereka ditutupi dengan komposisi yang dapat dikonsumsi. Dengan bantuan elektroda semacam itu, bahkan seorang pemula pun tidak akan kesulitan membuat jahitan yang rata. Batang elektroda yang paling cocok untuk tukang las pemula adalah 3mm. Elektroda yang berdiameter lebih kecil digunakan untuk menghubungkan lembaran logam tipis.
Alat yang dibutuhkan untuk pekerjaan kecil
Skema elektroda untuk pengelasan.
Selain pekerjaan utama, tukang las pemula harus mempelajari cara melakukan pekerjaan sekunder, dan untuk ini Anda memerlukan alat seperti:
- sikat baja, yang dibutuhkan untuk membersihkan logam sebelum pengelasan;
- palu, diperlukan untuk memukul terak;
- pahat, diperlukan untuk memotong jahitan yang rusak di area tersebut;
- sarung tangan dan celemek.
Langkah-langkah keselamatan kebakaran
Diketahui bahwa pengelasan adalah pekerjaan yang agak berbahaya, tetapi juga salah satu pekerjaan terpenting, yang tanpanya tidak mungkin membayangkan konstruksi apa pun. Agar pekerjaan pengelasan tidak membahayakan, pertama-tama, bagi diri Anda sendiri dan orang-orang di sekitar Anda, Anda harus memperhatikan langkah-langkah keamanan:
- Harus diingat bahwa pengelasan bekerja dengan arus dan logam cair, jadi Anda perlu melengkapi diri.
- Pastikan untuk memeriksa semua alat, insulasi listrik semua perangkat dan pemegang elektroda untuk kebocoran sebelum setiap pekerjaan pengelasan.
- Lokasi di mana pekerjaan pengelasan akan dilakukan tidak boleh merupakan bahan yang mudah terbakar.
- Dalam hal apa pun pengelasan tidak boleh dilakukan selama curah hujan di area terbuka. Pekerjaan pengelasan hanya diperbolehkan setelah selesai menggunakan sarung tangan dielektrik, sepatu, dan permadani.
- Saat mengganti elektroda, jangan menyentuh benda kerja yang akan dilas dengan tangan Anda.
- Untuk melindungi diri Anda dari cedera selama pengelasan, pastikan untuk memakai masker dan pelindung.
Hanya setelah perolehan peralatan lengkap dan kepatuhan terhadap semua tindakan keselamatan kebakaran, pengelasan dapat dilakukan.
Metode pengelasan
Klasifikasi jenis utama pengelasan.
Ada banyak metode pengelasan, misalnya roller, thermite, electroslag welding, tetapi tekanan gas dan pengelasan kontak dianggap sebagai metode utama pengelasan listrik:
- Pengelasan tekanan gas terutama digunakan dalam industri minyak dan gas, dan juga banyak digunakan dalam konstruksi jalan raya dan teknik mesin. Jenis pengelasan ini bekerja dengan nyala oksigen asetil.
- Kontak. Dengan pengelasan ini, butt, seam dan spot welding dapat dilakukan. Ini bekerja dengan arus listrik.
Instruksi berurutan untuk pelaksanaan pekerjaan pengelasan
Untuk master pemula, tidak akan berlebihan untuk mempelajari cara membuat rol biasa pada potongan logam tambahan. Untuk melakukan ini, mereka hanya perlu dilebur tanpa membentuk lapisan apa pun. Untuk tukang las pemula, lebih baik menggunakan elektroda dengan ukuran 3 mm:
- Pertama, Anda perlu menempelkan elektroda ke "pemegang" perangkat las.
- Dengan gerakan halus, mirip dengan korek api, sentuh logam dengan hati-hati. Beberapa sentuhan seperti itu dengan elektroda, dan logam mulai meleleh di depan mata kita.
- Setelah terjadinya percikan api, Anda perlu menjaga jarak 3-5 mm dari permukaan logam. Sangat penting untuk mempelajari cara menjaga celah, karena kualitas jahitan yang dihasilkan akan bergantung pada hal ini.
- Elektroda harus dipegang pada sudut kira-kira 70° terhadap bidang benda kerja. Seiring waktu, sudut dapat diubah tergantung pada pekerjaan yang dilakukan atau preferensi master.
Setelah menguasai pengelasan roller biasa, Anda dapat mempelajari cara membuat jahitan yang halus dan indah. Dan untuk ini, Anda perlu menggambar garis lurus dengan ujung paku atau kapur, garis tersebut harus terlihat melalui kaca pelindung topeng. Kemudian nyalakan busur listrik dan arahkan dengan mulus di sepanjang garis. Seiring waktu, Anda dapat memahami semua seluk-beluk pengelasan listrik.
Setelah menyelesaikan pekerjaan pengelasan, perlu untuk membersihkan logam dari terak, tetapi hanya setelah dingin.
Setelah mempelajari cara membuat sambungan yang rata, pertanyaan tentang cara mempelajari cara mengelas logam menghilang dengan sendirinya.
Menghubungkan jahitan
Jenis las.
Setelah mempelajari cara membuat rol dan bahkan jahitan, Anda dapat melanjutkan ke jahitan penghubung. Seseorang yang membuat sambungan sambungan dapat dikenali sebagai orang yang mengetahui las listrik. Perbedaan antara jahitan halus dan jahitan penghubung adalah pada jahitan penghubung semua gerakan berpindah dari satu logam ke logam lainnya, seolah-olah membentuk tulang herring. Jahitan penghubung, pada gilirannya, dibagi menjadi butt, tee, corner, dapat dilakukan secara horizontal atau vertikal.
Setelah mempelajari cara membuat sambungan sambungan, Anda pasti ingin mengelas logam dengan konfigurasi yang lebih kompleks dengan las listrik, karena hanya dengan bantuan las listrik logam dapat berubah bentuk.
Kemampuan menggunakan las listrik memberikan peluang besar untuk penggunaannya dalam kehidupan sehari-hari, misalnya dengan menggunakan sambungan sambungan, Anda dapat membuat bangku atau gazebo dekoratif. Ini akan memberi rumah semangat tersendiri.
Cara belajar memasak sendiri dengan las listrik resep video langkah demi langkah
Kami juga telah menyiapkan video agar Anda dapat memahami sepenuhnya proses memasak langkah demi langkah.
Melihat tips cara belajar memasak las listrik sendiri, Anda dapat dengan mudah memasak hidangan ini di rumah, memiliki semua bahan yang diperlukan.
Resep lebih enak:
tag pos:
Cara belajar memasak dengan las listrik sendiri, belajar cara mengelas las listrik logam
Beberapa dekade yang lalu, orang sendiri tidak dapat memilih cara memasak logam. Ada satu atau dua cara. Saat ini, di era kemajuan teknologi dan persyaratan kualitas bahan, ada banyak cara untuk mengelas logam. Yang paling optimal dan efektif adalah pengelasan busur. Ini digunakan oleh sebagian besar orang, jadi metode ini adalah yang paling populer.
Prinsip pengoperasian mesin las busur
Keuntungan dari las busur adalah suhu busur yang mencapai lebih dari 5 ribu derajat. Ini benar-benar menjamin pengelasan bahan apa pun, karena dapat melelehkan bahan yang paling kuat sekalipun. Zona suhu tinggi maksimum terkonsentrasi di pelepasan busur. Arah busur dapat diubah menjadi busur langsung, dan busur tidak langsung.
Pertimbangkan perbedaan antara busur aksi langsung dan tidak langsung. Api antara logam las dan elektroda mencirikan pengelasan busur langsung. Busur tidak langsung mulai terbakar di antara elektroda itu sendiri. Dalam hal ini, logam yang akan dilebur tidak diproses oleh arus las.

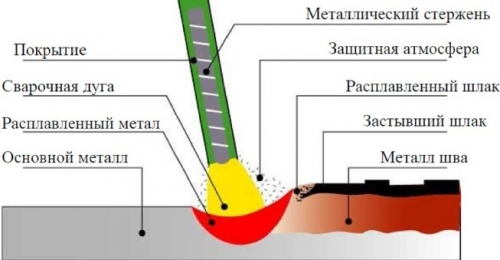
Busur dapat dinyalakan hanya ketika arus mengalir melalui dasar elektroda, dan ujung elektroda bersentuhan dengan logam. Setelah itu, busur mulai terbakar di antara logam, yang meleleh dalam prosesnya, dan alas elektroda. Setelah busur ini, suhu langsung naik dan logam mulai meleleh. Bersamaan dengan peleburan logam, elektroda juga meleleh.
Logam cair memiliki depresi kecil dan membentuk kolam las.

Di sana ia terus meleleh seiring dengan pelapisan elektroda yang dipilih. Saat elektroda meleleh, lapisan gas tertentu terbentuk di sekitar bak, yang melindungi bak terak. Jika lapisan yang dirancang khusus tidak diterapkan pada elektroda, logam cair tidak akan dilindungi oleh terak. Ketika, karena alasan tertentu, gas pelindung terak tidak diperlukan selama proses pengelasan, hal ini dapat diramalkan dan elektroda yang tidak diberi perlakuan dengan partikel mineral dan berbagai ferroalloy dapat dipilih. Lapisan elektroda inilah, ketika meleleh, yang akan memberikan perlindungan gas yang diperlukan dari lingkungan luar.
Busur pengelasan tidak berhenti, tetapi maju saat menembus. Perpindahan busur menyebabkan pendinginan tempat yang dilas dan pengerasannya. Setelah dingin, lasan akan terlihat, memiliki lapisan terak kecil yang menyerupai kerak.
Varietas perangkat yang memungkinkan pengelasan logam: trafo las, penyearah, inverter las
Saat ini jumlahnya sangat banyak bahan yang berbeda, persyaratan untuk pengelasan mereka di tempat yang sulit dijangkau, sehingga persyaratan untuk mesin las sangat serius. Hal ini tercermin dari banyaknya mesin las yang berbeda, yang sudah dapat dibagi menjadi tiga jenis utama sesuai dengan jenis sumber AC atau DC.
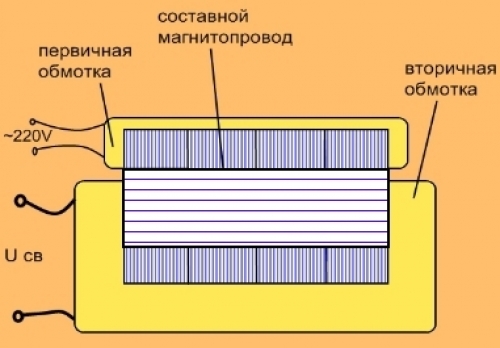
Transformator las

Ini adalah solusi paling sederhana untuk mendapatkan arus yang diinginkan. Prinsip kerjanya adalah menurunkan voltase utama, secara optimal, untuk pengoperasian mesin las, yang harus ditangani oleh bagian utamanya, trafo. Tidak mungkin mendapatkan arus searah pada keluaran menggunakan trafo, karena hanya dapat menghasilkan arus bolak-balik. Dalam pekerjaan, seringkali perlu untuk mengatur kekuatan arus yang dipancarkan, yang tidak dilupakan oleh pabrikan, melengkapi perangkat sedemikian rupa sehingga dengan menggerakkan belitan primer dan sekunder, kekuatan arus berubah. Padahal, selain cara ini, ada beberapa cara lainnya. Namun, karena sangat jarang digunakan, tidak perlu membicarakannya secara detail.
Trafo las memiliki semua kemampuan yang diperlukan untuk mengelas secara efisien dan akurat, asalkan elektroda khusus untuk arus bolak-balik dipilih untuknya. Dalam hal ini, kemungkinan pengelasan logam berkualitas tinggi hanya meningkat. Karena pembicaraan beralih ke kualitas dan efisiensi perangkat, Anda tidak bisa melupakan koefisien kinerja (COP). Faktanya adalah trafo las mencapai hasil yang sangat baik - 90%. Selalu dan untuk semua perangkat dari berbagai aplikasi akan ada kerugian efisiensi (pemanasan, lingkungan eksternal), dan 10% adalah persentase yang relatif kecil. Perlu disebutkan bahwa akan membutuhkan banyak upaya untuk mendinginkannya, tetapi tukang las memiliki kipas yang sangat kuat yang dapat mendinginkan suhu ratusan kali lipat.

Apa yang bisa lebih penting daripada efisiensi pengelasan transformator? Tentu saja, biaya dan daya tahannya. Anehnya, harganya rendah dan sepenuhnya membenarkan dirinya sendiri, dan masa pakai peralatan adalah nilai tambah utama dan kartu truf dari mesin las trafo.
Penyearah las
Tujuan utamanya adalah untuk memperbaiki tegangan, mengubah dan membuat arus searah menggunakan arus tidak konstan. Struktur perangkat ini sangat sederhana: satu trafo step-down, blok dioda (penyearah) dan sistem untuk mengatur proteksi, serta start. Jika kita membandingkan komposisi penyearah ini dengan komponen las trafo, maka kita dapat dengan tegas menekankan bahwa penyearah jauh lebih rumit daripada trafo. Apa keuntungan mereka, karena ternyata langsung dalam praktik - mereka bekerja jauh lebih stabil - arus dan busur pengelasan memiliki karakteristik yang lebih baik.

Jika kualitas penyearah jauh lebih tinggi dari yang sebelumnya, maka kualitas jahitan yang dihasilkan jauh lebih baik.
Tidak dapat dikatakan tentang kualitas lapisan yang buruk pada transformator, tetapi penyearah membuatnya lebih baik dan lebih dapat diandalkan. Kerugian kecil masih ada di sini: berat penyearah yang besar dan bekerja di bawah tegangan yang sangat tinggi, yang memengaruhi penurunan tegangan di jaringan selama operasinya.
Mesin las modern - inverter
Kebetulan tegangan 50 Hz tidak cukup untuk operasi normal, dan penggunaan transformator, serta penyearah, tidak mungkin dilakukan dalam beberapa situasi. Karena itu, berkat teknologi saat ini, mesin las baru yang jauh lebih bertenaga diproduksi secara luas. Mereka disebut inverter, dan beroperasi pada frekuensi lebih dari 500 Hz.

Untuk mentransmisikan daya, Anda tidak memerlukan trafo dengan ukuran yang mengesankan, tetapi trafo yang cukup kecil yang akan memastikan aliran arus searah sepanjang waktu. Untuk membandingkan berapa kali lebih sedikit berat trafo daya dari trafo konvensional, Anda perlu membangun parameter kekuatan arus yang identik. Trafo daya untuk menghasilkan arus 160A tidak perlu menimbang 20 kg atau lebih. Dan ini mengurangi bobot perakitan lengkap inverter sebanyak 5-7 kali. Sedangkan trafo konvensional tidak akan mampu menghindari beberapa puluh kilogram massa.
Berat inverter yang lengkap tidak melebihi 8 kg (terkadang kurang, tetapi tidak lebih). Ini sangat nyaman dan kompak, karena lebih sedikit usaha yang dihabiskan untuk mengangkut perangkat.
Komponen inverter sedikit mirip dengan penyearah.

Inverter mencakup filter saluran, dua penyearah, konverter tegangan AC yang beroperasi pada frekuensi sangat tinggi, dan sirkuit kontrol terakhir. Mereka dapat bekerja lebih lama, tanpa gangguan, karena kerjanya paling stabil. Selain itu, inverter memungkinkan tukang las memilih arus pengelasan secara lebih luas. Sakelar terletak di inverter itu sendiri dan dapat dengan sangat akurat beralih ke nilai kekuatan arus yang berbeda. Ini hanya diperlukan jika Anda perlu memasak dengan elektroda tipis.
Saat memilih jenis mesin las apa pun, Anda harus fokus pada kisaran perubahan arus pengelasan yang diperbolehkan. Indikator inilah yang menunjukkan daya aktifnya. Banyak tergantung pada rentang yang luas: pilihan elektroda (kisaran yang besar memungkinkan penggunaan elektroda yang besar, tetapi juga yang kecil). Penting juga seberapa cepat perangkat dapat menyalakan busur, ini, sampai batas tertentu, bergantung pada produktivitas pekerjaan. Bagaimana cara memahami apakah mesin ini akan membuat busur dengan cepat atau melambat? Sederhananya, parameter ini secara khusus ditunjukkan dalam spesifikasi teknis dari setiap mesin las di kolom - arus tanpa beban. Nilai yang disarankan dari parameter ini adalah 60 - 80V, jika lebih - lebih baik, dan busur akan langsung menyala.
Memang cukup jarang ditemukan mesin las yang menggunakan karbon dioksida yang disebut semi otomatis.
Mereka memiliki kualitas pengelasan logam profesional, mereka bekerja dengan lembaran logam yang agak tipis. Biaya mesin semi-otomatis sangat mengesankan, sehingga tidak umum dalam proses pengelasan rumah, tetapi banyak digunakan pada tingkat yang lebih bertanggung jawab dan berskala besar.
Perangkat apa pun yang digunakan tukang las, trafo atau las inverter, ia tetap tidak dapat memulai proses tanpa bagian integral dari mesin las - elektroda. Ini berarti bahwa tahap selanjutnya untuk keberhasilan aliran proses adalah pemilihan elektroda sesuai dengan persyaratan tertentu dan tergantung pada bahan logamnya.
Apa elektrodanya, dan bagaimana agar tidak membuat kesalahan dalam pilihannya?
Elektrodanya mirip dengan tongkat logam tipis dengan lapisan pelindung. Jadi sebenarnya elektroda adalah batang logam paling alami, dan pelapis yang terbentuk adalah ferroalloy dan mineral. Dalam proses peleburan logam dan pembentukan kolam las, mereka akan melindunginya dengan menciptakan lapisan gas pelindung sehingga udara tidak dapat masuk dan mengoksidasi kolam las.
Elektroda harus meleleh selama proses pengelasan dan juga melelehkan tempat yang dibutuhkan pada lembaran logam. Ini dilakukan dengan melewatkan arus yang signifikan melalui elektroda itu sendiri. Listrik, yang mengenai elektroda, mulai lewat dan sampai ke tempat jahitan akan segera terbentuk, karena elektroda akan bersentuhan dengan lembaran logam.
Jenis elektroda berbeda:
- Besi tuang, baja dan baja dengan penambahan mineral.
- Mencair dengan penampang yang dihasilkan.
- Tidak dapat dikonsumsi untuk pengelasan kontak..
Elektroda tidak standar, dan tersedia dalam berbagai diameter dan panjang. Bergantung pada tugas dan kerumitan pengelasan, dipilih panjang kecil yang mengurangi tegangan, atau panjang - tugas utamanya adalah meningkatkan ketahanan.
Tidak semua orang tahu bahwa tukang las membedakan elektroda: profesional dan biasa. Dalam pengelasan semi-otomatis, hanya yang pertama yang digunakan. Ini adalah elektroda tungsten, plasma. Prinsip operasinya sama - meleleh, mereka mengeluarkan gas pelindung.
Lapisan elektroda, seperti yang sudah diketahui, melindungi kolam las dari efek udara yang agresif, tetapi juga membantu membakar busur dengan lebih stabil. Pada elektroda, Anda dapat melihat lapisan yang berbeda: asam, basa, selulosa, dan lainnya, jarang digunakan.
Hal terpenting saat memilih elektroda adalah membeli hanya yang akan memenuhi tujuan pengelasan. Pemilihan mesin las secara langsung mengubah jenis elektroda. Paling sering, elektroda merek UONI-13 / NZh / 12x13 digunakan. Mereka digunakan saat bekerja dengan baja paduan rendah dan lembaran karbon. R-3C digunakan untuk pengelasan dengan arus bolak-balik dan searah. Digunakan untuk bahan yang sama.
Teknologi pengelasan busur manual do-it-yourself
Semua pekerjaan rumah tangga yang membutuhkan pekerjaan pengelasan tidak dapat dilakukan tanpa mesin las busur manual. Bahkan setelah bertahun-tahun, perangkat ini tidak kehilangan relevansinya, tetapi menjadi semakin populer dan digunakan.
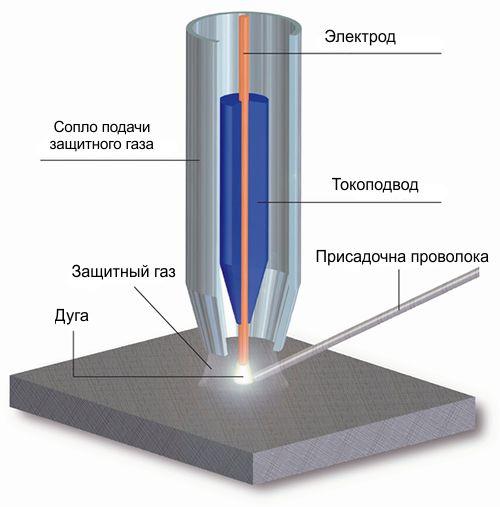
Satu dari cara-cara yang ada adalah varian dari pengelasan dengan elektroda, bersama dengan gas pelindung (argon dengan penambahan sedikit oksigen). Dalam hal ini, elektroda yang digunakan adalah infusi dan seringkali tungsten.
Poin penting yang perlu diperhatikan adalah kualitas jahitannya. Agar tempat pengelasan berkualitas tinggi, dan bukan jahitan yang melemah, Anda harus memilih elektroda untuk bahan dengan benar (kualitasnya harus sama dengan logam). Baru kemudian, peleburan dan pencampuran komposisi kimia elektroda dan logam tidak akan berbeda, dan menurunkannya. Panduan pengelasan pengelasan busur harus dilakukan dengan arus searah. Pengecualiannya adalah pengelasan aluminium, yang paling baik dilakukan dengan arus bolak-balik dan polaritas terbalik. Ini dijelaskan oleh fakta bahwa aluminium memiliki lapisan film oksida tertentu, dan, pada gilirannya, memiliki titik leleh yang sangat tinggi (lebih dari 1000 derajat), dan arus bolak-balik melelehkannya dengan lebih baik.
Pengelasan dengan argon lebih mahal dari biasanya, dan kecepatannya tidak dapat membanggakan, tetapi kami dapat dengan yakin mengatakan tentang keunggulan jenis ini untuk bekerja pada skala produksi. Untuk tukang las pemula, tidak disarankan menggunakan metode las busur ini, karena sedikit lebih sulit untuk menguasai dan mengelolanya dengan baik. Elektroda untuk pengelasan manual konvensional cocok untuk yang sederhana, tetapi dilapisi dengan elemen kimia. Mereka membiarkan salah satu ujungnya terbuka, karena akan melekat pada dudukannya.
Jadi, hal pertama yang perlu diperhatikan saat mulai bekerja dengan pengelasan busur manual adalah pemilihan kekuatan arus. Pemilihan arus pengelasan yang optimal menjamin kualitas jahitan yang baik. Mereka yang tidak tahu bagaimana memilih kekuatan saat ini di rumah tidak perlu kesal, tetapi lihat saja dokumentasi mesin las, yang seharusnya menunjukkan cara memilih.
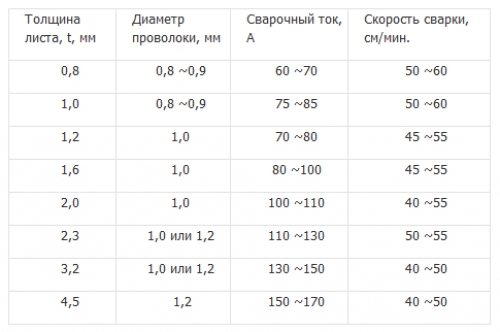
Langkah selanjutnya adalah mempertimbangkan kecepatan pengelasan. Kecepatan pergerakan elektroda tergantung pada ketebalan material. Semakin tebal logamnya, semakin lama meleleh, yang berarti kecepatannya akan turun sedikit. Indikator utama pemilihan kecepatan adalah pengisian kolam las dengan logam cair. Anda perlu menyimpan elektroda di satu tempat sedemikian rupa sehingga bak ini terisi dan naik beberapa milimeter di atas sisa lapisan logam. Juga tidak dapat diterima untuk memindahkan elektroda terlalu lambat, karena lasan, atau lebih tepatnya logam cair, akan mulai menyebar dan mengganggu proses selanjutnya.
Poin yang sangat penting dalam pekerjaan adalah penyalaan busur las. Dari penampilannya itulah proses pengelasan logam dimulai. Ini dapat dinyalakan dengan lebih dari satu cara, namun metode yang paling aktif digunakan adalah kontak elektroda dan permukaan lembaran logam yang dipilih. Menyentuh atau memukul tidak ada bedanya, bagaimanapun, busur akan muncul. Tindakan ini dilakukan hanya dengan elektroda baru. Setiap tukang las pemula atau berpengalaman akan melakukannya dengan mudah dan tidak ada yang perlu ditakuti. Metode lain untuk menginduksi busur las ditujukan untuk semua tempat yang sulit dijangkau dan sedikit dikendalikan. Untuk menimbulkan busur, perlu menyentuh permukaan logam dengan elektroda, lalu mengambilnya beberapa milimeter. Elektroda harus dihubungkan pada sudut kanan (vertikal).

Bagaimana cara mengelas jahitan pada permukaan yang ditempatkan miring dan tumpang tindih?
Asalkan elektroda berada pada sudut 45 derajat relatif terhadap permukaan, Anda dapat yakin bahwa jahitannya akan berkualitas sangat tinggi dan hasilnya positif. Dalam hal ini, permukaan sebaiknya dilipat "berbentuk L". Hanya pada posisi kedua permukaan ini yang memungkinkan untuk mengelas sambungan dengan penampang melintang yang besar.
Dua elemen yang tumpang tindih dilas dengan busur pendek, sambil menggerakkan elektroda bolak-balik untuk memanaskan seluruh permukaan. Pemanasan seluruh permukaan itu penting, karena ini akan memengaruhi pengisian bak mandi yang seragam dengan logam cair.
Tindakan pencegahan keamanan atau bagaimana melindungi diri Anda sebagai tukang las?
oleh sebagian besar elemen penting perlindungan dan keselamatan kerja pada mesin las adalah tameng pelindung dan sarung tangan. Elemen-elemen ini tidak terpisahkan selama pengelasan, dan harus berpakaian sebelum menyalakan peralatan busur. Jika tidak ada topeng pelindung yang dikenakan di kepala, tukang las dapat menggunakan pelindung sejenis, tetapi harus dipegang dengan tangan yang lain. Melalui kaca pelindung, logam cair dan titik las akan terlihat. Perlu dicatat bahwa Anda tidak perlu menyimpan pelindung sepanjang waktu, mulai dari menyalakan mesin las hingga akhir. Kaca pengaman, yang mencakup lapisan Plexiglas, seharusnya hanya melindungi mata selama periode lengkung.
![]()
Selain sarung tangan, tukang las harus mengenakan pakaian pelindung khusus yang tidak mudah terbakar, yang berarti bahan tidak akan sempat membara. Kain kanvas dan kulit bekerja dengan baik. Saat bekerja, tidak dapat dijamin tidak ada setetes logam cair pun yang jatuh ke pakaian atau sepatu, sehingga seluruh bagian tubuh harus dilindungi.
Agar tidak melanggar peraturan keselamatan, Anda hanya perlu bekerja pada peralatan yang telah diuji sebelumnya.
Catatan penting terakhir tentang keamanan adalah penahan yang buruk. bagian yang dilas. Aturan inilah yang diabaikan oleh banyak pecinta las rumah. Ini dalam beberapa kasus sangat berbahaya, karena jika tidak, bagian material yang panas atau meleleh dapat jatuh ke lantai atau ke kaki.
Cara paling andal dan tahan lama untuk menghubungkan bagian-bagian adalah jahitan las. Saat ini, tidak ada produksi yang dapat dilakukan tanpa pengelasan, itu juga digunakan dalam kehidupan sehari-hari. Hampir setiap pengrajin rumah pasti menggunakan las.
Tentu saja, tidak semua orang tahu cara mengelas suku cadang dengan benar, mereka harus menggunakan jasa tukang las profesional. Tetapi dengan keinginan yang kuat, Anda dapat mempelajari cara mengelas bagian dengan tangan Anda sendiri.
Yang paling sederhana adalah las listrik. Bersamanya studi tentang proses pengelasan dimulai. Hanya setelah mendapatkan pengalaman dalam mendapatkan jahitan yang bagus, Anda dapat mulai melakukan pekerjaan yang rumit. Mari berkenalan dengan dasar-dasar pengelasan proses teknologi dan nuansanya.
Sebelum memulai pengelasan, bagian-bagian tersebut terlebih dahulu diluruskan dan kemudian dibersihkan dengan baik. Selain itu, bagian-bagian tersebut perlu dibersihkan sebelum merakit rakitan. Munculnya cacat pada lasan biasanya dikaitkan dengan berbagai jenis kontaminasi:
- karat;
- Minyak;
- Sampah.
Sangat penting untuk membersihkan sumur logam tempat pengelasan akan dilakukan. Ini berlaku untuk tepi setiap bagian. Kontaminasi apa pun di celah antara bagian yang akan dilas harus dihilangkan tanpa gagal. Anda dapat membakar kotoran dengan nyala api pembakar yang kuat, meniupnya dengan semburan udara terkompresi yang kuat.
Anda dapat membersihkan permukaan dengan berbagai cara:
- Sikat dengan bulu logam;
- Pemotong jarum;
- Sistem hidro-sandblasting;
- tembakan;
- pembakar;
- roda gerinda;
- pengawetan;
- Pelarut.
Setelah menyiapkan alat dan bahan, mari kita lihat langkah-langkah cara mengelas yang benar dengan las listrik.
Pengapian busur
Untuk memulai busur, ada beberapa cara.
Pilihan 1. Tukang las harus menyentuh permukaan logam dengan ujung elektroda, lalu segera menariknya kembali beberapa milimeter (2 - 4). Akibatnya, busur akan muncul. Panjangnya dipertahankan dengan menurunkan elektroda secara perlahan. Itu semua tergantung pada besarnya lelehan. Sebelum busur terbentuk, wajah pekerja harus ditutup dengan pelindung.
Pilihan 2. Ada cara lain untuk memulai busur las. Dengan ujung elektroda, tukang las dengan cepat menarik permukaan logam, lalu dengan cepat menaikkannya beberapa milimeter. Busur akan muncul antara elektroda dan permukaan logam. Selama pengelasan, perlu dilakukan upaya untuk mempertahankan busur yang sangat pendek. Tetesan logam kecil akan terbentuk di dekat jahitan. Pencairan elektroda akan halus dan tenang. Jahitannya dalam dan kuat.
Jika ukuran busur terlalu panjang, logam dasar tidak akan meleleh dengan cukup baik. Selama pengelasan, logam elektroda akan mulai teroksidasi, percikan yang kuat akan muncul. Jahitan setelah pengelasan tersebut akan menjadi tidak rata, dengan banyak inklusi oksida.
Panjang busur dapat dengan mudah ditentukan oleh suara pembakarannya. Jika panjangnya memiliki nilai standar, bunyinya akan monofonik dan seragam. Busur yang sangat panjang akan mulai mengeluarkan suara tajam, yang akan terus-menerus disertai dengan letupan yang kuat.
Jika busurnya putus, busur itu bersemangat lagi. Kawah tempat busur pecah diseduh dengan hati-hati. Jika perlu mengelas rakitan yang sangat penting yang akan dioperasikan di bawah beban bolak-balik, dan "kelelahan" juga mungkin terjadi, dilarang keras menyalakan busur langsung di permukaan logam tidak mulia. Jika eksitasi tidak terjadi di sepanjang jahitan, "luka bakar" pada logam dapat terjadi. Di tempat ini, jahitannya bisa runtuh begitu saja selama pengoperasian bagian tersebut.
Langkah pertama
Untuk mempelajari cara mengelas bagian dengan baik, pertama-tama berlatihlah dengan rol logam yang tidak perlu. Tidak perlu membuat jahitan penghubung, Anda hanya perlu mempelajari cara melelehkan material dengan benar. Permukaan logam harus bebas dari karat dan dibersihkan dengan baik.
Bagaimana rol dibuat
Elektroda dimasukkan ke dalam dudukan. Untuk menyebabkan arus muncul di area leleh, cukup dengan memukul permukaan logam dengan ujung elektroda, atau cukup ketuk benda kerja beberapa kali.
Kapan akan muncul busur listrik, elektroda diarahkan ke benda kerja, mempertahankan celah konstan antara permukaan logam dan busur listrik. Kesenjangan harus memiliki nilai konstan, dan terletak pada kisaran 3-5 milimeter.
Penting! Untuk mendapatkan jahitan yang berkualitas, perlu untuk mempertahankan panjang busur yang sama setiap saat. Jika Anda mengubah nilai ini, busurnya bisa pecah, jahitannya akan memiliki banyak cacat.
Arah elektroda dibuat pada sudut tertentu relatif terhadap bidang benda kerja. Sudut 70 derajat dianggap paling optimal, kemiringannya tidak memiliki nilai tertentu, yang utama nyaman bagi tukang las. Dalam proses pengerjaan, tukang las sendiri menemukan posisi optimal untuk dirinya sendiri, tergantung dari kekhususan pekerjaan yang dilakukan.
Selama latihan praktis seperti itu, Anda perlu mempelajari cara memilih kekuatan arus dengan benar agar suplai tetap stabil sepanjang waktu. Jika arus tidak cukup, busur akan terus padam. Dengan aliran yang sangat kuat, penetrasi logam akan dimulai. Hanya dengan eksperimen seseorang dapat mempelajari cara mengatur mode pengelasan dengan benar.
Teknik untuk mendapatkan sambungan las yang baik
Saat rol mulai rata, Anda dapat mencoba mulai membuat jahitan penghubung. Operasi semacam itu dapat dilakukan oleh peserta pelatihan yang cukup berpengalaman yang tahu cara memasak dengan las listrik.
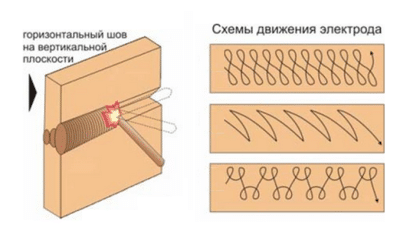
Pengapian elektroda dilakukan sesuai dengan teknologi yang dijelaskan di atas. Satu-satunya perbedaan adalah gerakan tangan tukang las. Dia akan melakukan gerakan osilasi. Lelehan akan, seolah-olah, berpindah dari satu permukaan bagian ke bagian lainnya. Gerakan dapat terjadi di sepanjang beberapa lintasan:
- Zigzag;
- Berbentuk lingkaran;
- Tulang herring;
- sabit.
Untuk pelatihan, Anda dapat mengambil blanko logam kecil. Buat garis di permukaan dengan kapur sehingga bisa dilihat melalui kaca gelap topeng. Di sepanjang itu Anda perlu memindahkan elektroda untuk mendapatkan semacam jahitan, dalam bentuk salah satu lintasan di atas.
Setelah jahitan mendingin, Anda perlu mengocok terak dengan palu dan mempertimbangkan pekerjaan yang telah selesai.
Ketika sedikit pengalaman muncul, Anda dapat mulai membuat jahitan penghubung, yang memiliki beberapa jenis:
- berbentuk T;
- Pantat;
- sudut;
- Tumpang tindih.
Selain itu, jahitan seperti itu bisa horizontal dan vertikal, bisa dilas ke arah yang berbeda.
Hanya setelah banyak latihan gerakan tangan yang seragam dapat dicapai. Setelah itu, Anda bisa mendapatkan detail yang indah.
Bagaimana cara melanjutkan pengelasan setelah berhenti?
Karena tidak mungkin mengelas sambungan yang panjang tanpa henti dengan pengelasan listrik, Anda harus mengganti elektroda atau ada alasan lain untuk gangguan tersebut, maka pada titik pemberhentian diperoleh depresi kecil, yang disebut: kawah. Untuk melanjutkan pekerjaan, Anda harus melakukan langkah-langkah berikut:
1. Busur tidak boleh menyala di kawah itu sendiri. Perlu menyimpang darinya 12 mm. Kemudian perlahan didorong ke arah kawah.
2. Kawah itu sendiri diseduh dengan hati-hati dengan gerakan osilasi.
3. Setelah itu, Anda dapat melanjutkan pengelasan, mempertahankan mode yang ditetapkan. Untuk mendapatkan koneksi yang andal, pengelasan harus memiliki beberapa lapisan:
- Billet, tebal 6 mm - 2 lapis;
- Dengan ketebalan 6-12 mm - 3 lapis;
- Jika ketebalan logam melebihi 12 mm - 4 lapis.
Pergerakan elektroda di setiap lapisan harus sama. Jahitan las, setelah operasi selesai, diproses, menghilangkan semua kelebihan.
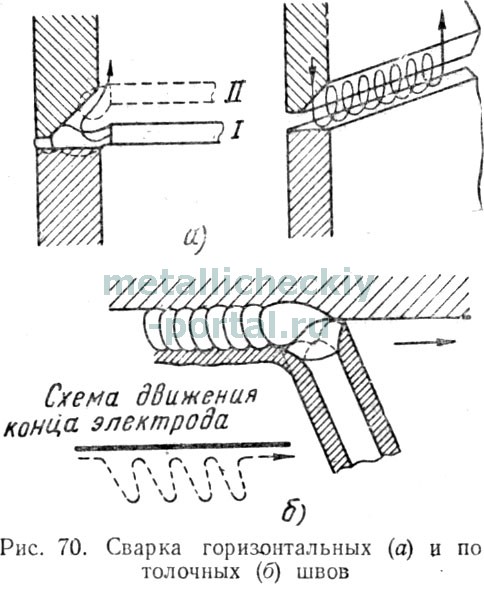
Bagaimana jahitan vertikal dibuat?
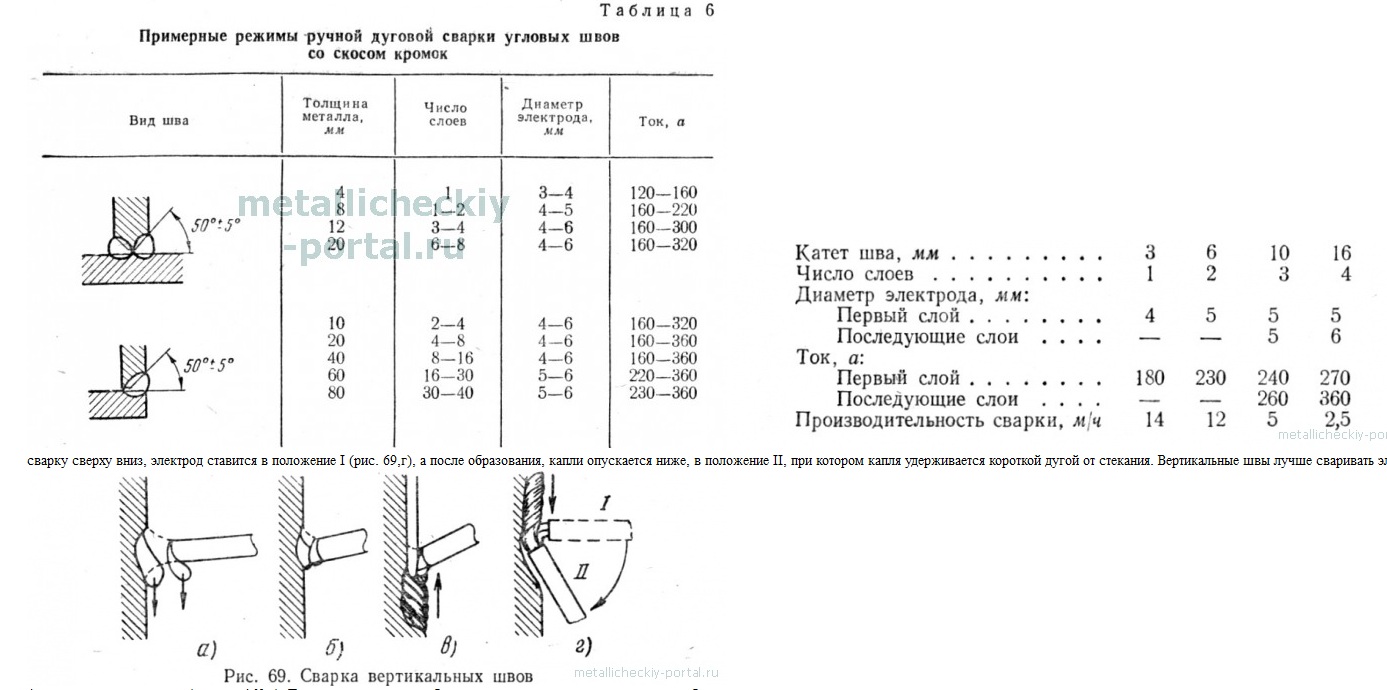
Gambar 69a menunjukkan pengelasan vertikal. Karena mengelas lapisan vertikal dengan pengelasan listrik cukup bermasalah karena fakta bahwa tetesan lelehan cenderung turun, maka perlu mengelas lapisan tersebut menggunakan busur pendek. Ketegangan permukaan mencegah tetesan segera bergulir ke bawah. Mereka jatuh ke kawah lebih cepat.
Ujung elektroda dikeluarkan dari tetesan sehingga menjadi padat. Pengelasan vertikal harus dimulai dari bawah, secara bertahap bergerak ke atas. Kawah yang mendasarinya akan mencegah tetesan logam jatuh. Lihat gambar 69c. Selama pengoperasian, Anda dapat memiringkan elektroda. Saat dimiringkan, tukang las melihat bagaimana tetesan didistribusikan di tempat pemotongan jahitan.
Bila perlu melakukan pengelasan vertikal, mulai dari titik paling atas, elektroda harus diatur ke posisi I. Lihat gambar 69d.
Saat tetesan mulai turun, elektroda diatur ke posisi II. Drop tidak akan mengalir, busur pendek tidak akan mengizinkannya.
Diameter elektroda yang paling cocok untuk pengelasan vertikal adalah 3 - 4 mm. Jumlah arus tidak boleh terlalu tinggi, sekitar 160 ampere.
Untuk mencapai limpasan lelehan yang minimal, saat sambungan horizontal dilas (lihat gambar 70, a), ujung-ujungnya dibuat miring pada salah satu bagian atasnya.
Eksitasi busur harus dilakukan di ujung bawah (posisi I). Kemudian busur dipindahkan ke ujung bagian atas (posisi II). Tetesan yang jatuh mulai naik.
Bagaimana ujung elektroda harus bergerak ketika pengelasan horizontal satu lapis dilakukan dapat dilihat pada Gambar 70a, di sisi kanan.
Jahitan horizontal diizinkan untuk dilas dalam bentuk manik-manik memanjang. Yang pertama harus dimasak dengan elektroda 4 mm, dan sisanya dengan diameter 5 mm.
Ini adalah nuansa utama yang memungkinkan Anda mengelas lapisan vertikal dengan benar dengan pengelasan listrik.
Cara mengelas jahitan langit-langit dengan listrik
Pertanyaan umum: bagaimana cara memasak lapisan langit-langit dengan las listrik, karena terkuras? Jawabannya sederhana: jahitan seperti itu dimasak dengan busur pendek. Elektroda las harus memiliki lapisan tahan api. Saat proses pengelasan berlangsung, penutup muncul di ujungnya, yang mencegah tetesan logam meluncur ke bawah. (Lihat gambar. 70, b). Selama operasi, ujung elektroda dilepas secara merata, lalu didekatkan ke benda kerja yang akan dilas. Saat dilepas, busur langsung padam, jahitan mulai mengeras. Untuk melakukan pengelasan langit-langit, terlepas dari arahnya, hanya elektroda berdiameter kecil yang digunakan. Kekuatan saat ini berkurang (10-12%) jika kita membandingkan pengelasan logam dengan ketebalan yang sama yang dihasilkan di bawah ini.
Saat lapisan langit-langit dilas, gelembung gas mulai naik. Mereka berada di akar jahitan. Akibatnya, kekuatan dan kualitas menderita. sambungan las.
Penggunaan las langit-langit terbatas. Dia dikenang ketika tidak mungkin mendapatkan jahitan posisi lebih rendah.
Bagaimana jahitan sudut dilas
Logam cair selama pengelasan ini akan mengalir ke bawah. Cara terbaik untuk mengelas jahitan seperti itu dari posisi bawah dianggap "ke dalam perahu". Bagian dipasang sedemikian rupa sehingga terak tidak mengalir langsung di depan busur. (Lihat gambar 68, a).
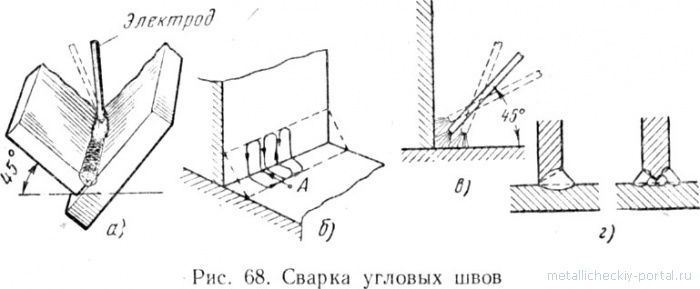
Ketika lasan fillet dilas, dengan susunan horizontal bidang bawah, bagian atas sudut kadang-kadang dilas dengan buruk.
Alasan pembentukan kurangnya fusi tersebut mungkin merupakan awal dari proses pengelasan dari lembaran yang berdiri secara vertikal. Logam cair mulai mengalir ke lembaran, yang belum sempat melakukan pemanasan dengan baik. Itu sebabnya Anda perlu memasak jahitan seperti itu dari bidang bawah. Apalagi busur harus dinyalakan pada titik tertentu (A). Gerakan harus dilakukan sesuai dengan skema Gambar 68 b.
Elektroda miring pada 45 derajat sehubungan dengan bagian yang akan dilas. Selama pengelasan, Anda perlu sedikit memiringkan elektroda ke arah yang berbeda. (Lihat Gambar 68c).
Jika lasan fillet tidak dilas ke dalam kapal, pengelasan dilakukan dalam satu lapisan, dengan kaki las kurang dari 8 mm. Jika nilai kaki melebihi nilai ini, beberapa lapisan dilakukan.
Untuk mengelas banyak lapisan las fillet, pertama-tama Anda harus membuat manik sempit. Untuk melakukan ini, gunakan elektroda 3-4 mm. Diameter ini memungkinkan Anda merebus akar sepenuhnya.
Untuk menentukan jumlah lintasan, pertimbangkan ukuran area persilangan, jahitan yang ada. Biasanya nilai ini 30-40 meter persegi. milimeter. Gambar 68 d dengan jelas menunjukkan bagaimana lasan fillet dengan jumlah lapisan yang berbeda, memiliki alur, dilas sepenuhnya, seharusnya terlihat.
Bagaimana las butt dilas
Jika ujung-ujungnya tidak dilubangi, bead yang diterapkan harus memiliki sedikit perluasan di setiap sisi sambungan. Untuk mencegah kurangnya fusi, perlu dibuat distribusi logam cair yang seragam.
Hanya pemasangan yang benar pemilihan elektroda saat ini dan tepat akan memungkinkan Anda untuk mengelas logam 6 mm dengan baik jika bagian-bagiannya tidak memiliki tepi miring. Nilai saat ini dipilih secara empiris. Mengapa mengelas beberapa strip uji.
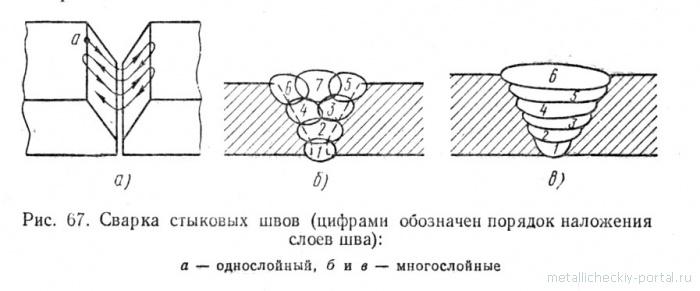
Jika bagian-bagiannya memiliki V-bevel, butt weld dapat berupa satu lapis atau beberapa lapis. Peran utama dalam hal ini dimainkan oleh ketebalan logam.
Ketika satu lapisan dilas, pengapian busur harus dilakukan pada titik "A", di tepi bevel, menurut gambar 67a. Kemudian elektroda diturunkan. Akar jahitannya benar-benar direbus, lalu busurnya dikirim ke tepi berikutnya.
Saat elektroda bergerak di sepanjang bevel, gerakannya sengaja diperlambat untuk memastikan penetrasi yang baik. Sebaliknya, pada jahitan akar, mereka mempercepat gerakan untuk mencegah luka bakar tembus.
Di sisi belakang sambungan las, para profesional menyarankan untuk menerapkan lapisan pendukung tambahan.
Dalam beberapa kasus, lapisan baja 2-3 mm dipasang di sisi jahitan yang berlawanan. Untuk melakukan ini, tingkatkan arus pengelasan sekitar 20–30% relatif terhadap nilai standar. Melalui penetrasi dalam hal ini sepenuhnya dikecualikan.
Saat manik dibuat, lapisan baja juga dilas. Jika tidak mengganggu desain produk, maka dibiarkan. Saat mengelas struktur yang sangat penting, sisi berlawanan dari akar las dilas.
Jika perlu mengelas las butt berlapis-lapis, akar las direbus terlebih dahulu. Untuk tujuan ini, elektroda dengan diameter 4-5 milimeter digunakan. Kemudian, lapisan berikut diendapkan dengan manik-manik yang diperluas, yang menggunakan elektroda besar (Lihat Gambar 67, b, c).
Pemilihan elektroda las
Untuk memilih elektroda yang tepat dengan benar, beberapa parameter penting harus diperhitungkan:
- ketebalan benda kerja;
- Mark menjadi.
Tergantung pada jenis elektroda, nilai kekuatan arus dipilih. Pengelasan dapat dilakukan dalam berbagai posisi. Yang lebih rendah dibagi menjadi beberapa kelompok:
- horisontal;
- Tavrovaya.
Pengelasan tipe vertikal dapat berupa:
- Ke atas;
- Langit-langit;
- Tavrovaya,
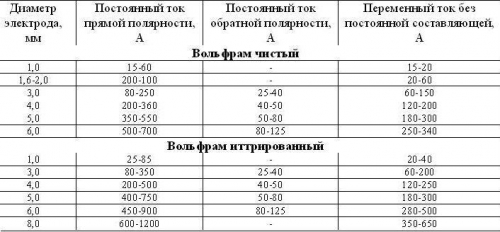
Setiap pabrikan dalam instruksi untuk elektroda, pastikan untuk melaporkan nilai arus pengelasan di mana mereka akan bekerja secara normal. Tabel menunjukkan parameter klasik yang digunakan oleh tukang las berpengalaman.
Besarnya kekuatan arus dipengaruhi oleh posisi spasial, serta ukuran celah. Misalnya, untuk bekerja dengan elektroda 3 mm, arus harus mencapai 70–80 ampere. Arus ini dapat digunakan untuk melakukan pengelasan plafon. Ini akan cukup untuk bagian pengelasan, ketika celahnya jauh lebih besar dari diameter elektroda.
Untuk memasak dari bawah, dengan tidak adanya celah dan ketebalan logam yang sesuai, diperbolehkan untuk mengatur kekuatan arus menjadi 120 ampere untuk elektroda biasa.
Untuk menentukan kekuatan arus, diambil 30-40 ampere, yang harus sesuai dengan satu milimeter diameter elektroda. Dengan kata lain, untuk elektroda 3 mm, Anda perlu menyetel arus ke 90-120 ampere. Jika diameternya 4 mm, kekuatan arusnya 120-160 ampere. Jika pengelasan vertikal dilakukan, arus listrik berkurang 15%.
Untuk 2 mm, sekitar 40 - 80 ampere diatur. "Dua" seperti itu selalu dianggap sangat berubah-ubah.
Ada pendapat bahwa jika diameter elektroda kecil, maka sangat mudah untuk dikerjakan. Namun, pendapat ini keliru. Misalnya, untuk bekerja dengan "dua" Anda memerlukan keahlian tertentu. Elektroda terbakar dengan cepat, mulai menjadi sangat panas saat arus tinggi diatur. "Dua" seperti itu dapat mengelas logam tipis pada arus rendah, tetapi dibutuhkan pengalaman dan kesabaran yang besar.
Elektroda 3 - 3,2 mm. Kekuatan arus 70–80 Amp. Pengelasan harus dilakukan hanya pada arus searah. Tukang las berpengalaman menemukan bahwa di atas 80 ampere tidak mungkin melakukan pengelasan normal. Nilai ini cocok untuk memotong logam.
Pengelasan harus dimulai dengan 70 ampere. Jika Anda melihat bagian tersebut tidak mungkin direbus, tambahkan lagi 5-10 Amps. Dengan kurangnya penetrasi 80 ampere, Anda dapat mengatur 120 ampere.
Untuk pengelasan arus bolak-balik Anda dapat mengatur kekuatan arus 110-130 ampere. Dalam beberapa kasus, bahkan 150 ampere dipasang. Nilai seperti itu tipikal untuk peralatan transformator. Saat mengelas dengan inverter, nilai ini jauh lebih rendah.
Elektroda 4 mm. Kekuatan arus 110-160 Amps. Dalam hal ini, sebaran 50 amp tergantung pada ketebalan logam, serta pengalaman Anda. "Empat" juga membutuhkan keahlian khusus. Profesional menyarankan mulai dengan 110 amp, secara bertahap meningkatkan arus.
Elektroda 5 mm atau lebih. Produk semacam itu dianggap profesional, hanya digunakan oleh para profesional. Mereka terutama digunakan untuk permukaan logam. Mereka praktis tidak berpartisipasi dalam proses pengelasan.
Mengapa elektroda dianil?
Ini dilakukan hanya untuk satu tujuan, untuk menghilangkan kelembapan. Saat mengelas dengan elektroda basah, cacat lapisan las dapat terjadi. Elektroda seperti itu akan menempel pada bagian itu sepanjang waktu.
Di setiap perusahaan konstruksi pastikan untuk memasang peralatan yang menembus elektroda. Operasi ini tidak tersedia untuk tukang las amatir.
Jika Anda mulai mengerjakan paket baru, tetapi tidak dapat menggunakannya sampai akhir, jumlah elektroda yang tersisa harus disembunyikan di tempat yang kering dan hangat. Jangan pernah menyimpan elektroda di ruang bawah tanah atau loteng. Mereka dengan cepat menjadi lembab dan menjadi tidak berguna.
Kesimpulan
Aturan pengelasannya cukup sederhana, Anda hanya perlu berlatih beberapa kali pada besi yang tidak perlu. Yang utama adalah mengikuti semua instruksi yang diberikan dan Anda pasti akan berhasil. Anda bisa memasak las busur di langit-langit dan di dinding.
Benang, paku keling, lem. Inilah yang dapat Anda kencangkan dua bagian logam tanpa menggunakan pengelasan listrik. Bagi banyak orang, pengelasan listrik adalah sejenis matematika yang lebih tinggi, tetapi setelah menyelesaikan jahitan berkualitas tinggi pertama Anda, memori otot menyala, kalkulator berfungsi, karena setiap sentimeter jahitan adalah uang yang dibayarkan kepada spesialis. Mempelajari cara menggunakan mesin las jenis apa pun tidaklah sulit, yang utama adalah menetapkan tujuan untuk diri Anda sendiri. Dalam perjalanan menuju tujuan ini, ada beberapa trik yang akan kita bicarakan hari ini.
Dasar-dasar pengelasan
Untuk mengetahui cara memasak yang benar dengan las listrik, Anda perlu memahami prosesnya. Semuanya sangat sederhana - pengelasan logam adalah suatu proses, sebagai akibatnya ikatan interatomik terbentuk antara dua bagian selama pemanasan timbal balik. Lebih sederhana lagi - dengan memanaskan dua potong logam dengan cara apa pun (dan dalam kasus kami, dengan bantuan arus searah yang diubah dari arus listrik bolak-balik), Anda bisa mendapatkan sambungan yang kuat dan permanen.
Hasilnya, kami mendapatkan lapisan las, tetapi sebelum itu perlu dipelajari, setidaknya secara dangkal, seluruh proses untuk mendapatkannya dari persiapan permukaan hingga pemrosesan lapisan jadi. Untuk las listrik peralatan tertentu akan dibutuhkan, dan ini terutama adalah mesin las.
Perangkat mana yang lebih baik
Untuk tukang las pemula pilihan terbaik akan menjadi mesin las tipe inverter yang murah dan serbaguna. Selain itu, ada mesin las transformator dan mesin paling mahal untuk pengelasan semi-otomatis, tetapi kami tidak akan menyentuhnya, karena yang pertama terlalu besar dan rakus, dan yang terakhir ditujukan untuk penggunaan profesional, terutama untuk perbaikan mobil. .
Inverter las memiliki dimensi yang ringkas, bobot yang rendah, dan dapat mengelas logam dengan ketebalan apa pun. logam tipis, pipa, listrik konstruksi logam, lembaran logam - semua ini dapat dimasak dengan inverter, dan tidak terlalu menuntut parameter arus dan tegangan listrik. Harga inverter las berkisar antara 4-6 ribu rubel. Ya, ini biasanya model Cina, meskipun mengandung nama merek dalam Cyrillic - Stal, Brigadier, Fiolent. Komponennya hanya Cina, tetapi perangkat murah ini juga dapat membantu dalam kehidupan sehari-hari. Semua aksesori tambahan paling sering disertakan dalam kit:
- elektroda las;
- topeng tukang las;
- kawat massa;
- pemegang elektroda dengan kawat;
- sikat logam;
- sarung tangan pelindung.
Teknologi pengelasan
Pengelasan bagian logam dilakukan di bawah pengaruh suhu tinggi, yang membentuk busur listrik. Busur terjadi antara elektroda las dan benda kerja. Di bawah pengaruhnya, logam meleleh, akibatnya logam elektroda dicampur dengan logam bagian yang akan dilas. Saat sambungan mendingin, kami mendapatkan lasan. Ukuran jahitan tergantung pada ketebalan elektroda, kecepatan pergerakannya, mode pengelasan dan bentuk tepi yang dilas. Lebar las adalah dari 5 hingga 17 mm, dan kedalaman las aktif dapat dari 1 hingga 9 mm, tergantung pada ketebalan logam.
Elektroda terdiri dari inti logam dan pelapis, yang selama pengelasan menciptakan cangkang pelindung kolam las, dan setelah pengelasan mengeras dan membentuk terak. Terak ini harus dihilangkan menjadi logam kosong. Ini adalah satu-satunya cara untuk memeriksa kualitas sambungan las. Elektroda dipasang di dudukan, yang dihubungkan ke terminal positif mesin las, dan terminal negatif, arde, dihubungkan ke benda kerja yang akan dilas menggunakan penjepit khusus yang disertakan dengan mesin.
Kami menangkap busur dan mendapatkan jahitan
Teorinya sudah selesai, sekarang mari kita lanjutkan ke praktik. Kedua bagian yang akan dilas harus dibersihkan dengan baik dari karat dan kotoran. Penjepit massal dipasang dengan aman ke salah satu bagian, dan titik pemasangan juga sudah dibersihkan sebelumnya. Itu saja, nyalakan mesin las, kenakan sarung tangan pelindung dan masker las, bawa elektroda ke bagian yang akan dilas dengan sudut kira-kira 50-60 derajat dan periksa kontaknya. Jika ada kontak, percikan akan terjadi pada elektroda di zona pengelasan. Setelah itu, kami menyentuh permukaan yang akan dilas dan melepas elektroda sejauh 3-6 mm. Pada titik ini, busur akan muncul.
Jika tidak muncul, kami menyesuaikan arus pengelasan ke arah kenaikan. Pada akhirnya, perlu untuk mencapai busur stabil berkualitas tinggi dan pembakaran elektroda yang seragam. Sebenarnya, ini adalah hal yang paling sulit - mendapatkan busur yang tepat. Hanya pengalaman dan saran dari tukang las yang baik yang dapat membantu di sini. Saat elektroda habis terbakar, kami mengubahnya tanpa mematikan perangkat.
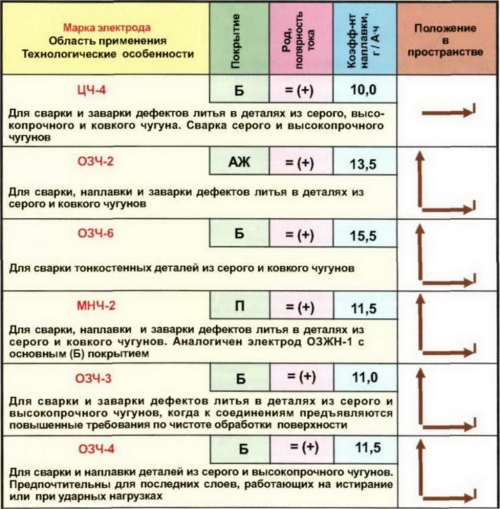
Setelah menguasai dasar-dasar pengelasan, Anda dapat mulai mempelajari fitur-fitur pengelasan tidak hanya baja, tetapi juga pengelasan besi tuang, untuk ini digunakan elektroda berbasis nikel khusus. Beberapa jenis lasan ditunjukkan pada diagram, dan kami berharap Anda sukses dalam mempelajari dan memperoleh keterampilan dalam pengelasan listrik.