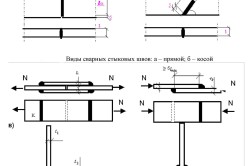
Saat memperbaiki badan, jenis berikut digunakan: sambungan las(gbr. 3.25, a): tee (I), overlap (II), corner (III) dan butt (IV). Berdasarkan lokasi di ruang angkasa (Gbr. 3.25.6), lasan berikut dibedakan: horizontal (dari kiri ke kanan) - V, vertikal (atas ke bawah) - VI, di posisi bawah - VII, langit-langit - VIII.
Las. Tergantung pada susunan struktural rakitan, akses ke bagian yang akan disambung, tujuannya dalam struktur bodi (bagian dan rakitan yang menahan beban atau tidak) dan ketebalan bagian yang akan dilas, pengelasan dapat dilakukan dilakukan dengan jahitan terus menerus, spot atau intermiten.
Beras. 3.25. Jenis sambungan las dan lokasi lasan di ruang hampa
Pengelasan jahitan padat (I pada Gambar 3.26) dapat dilakukan dengan sambungan butt, fillet dan lap bagian di semua posisi spasial. Tergantung pada posisi, ketebalan logam dan keakuratan pemasangan bagian yang diperbaiki, pengelasan dilakukan dengan busur yang sangat pendek pada kekuatan arus 40, 60 atau 80 A. Pada saat yang sama, kecepatan pengelasan adalah 0,2- 0,3 m / mnt.
Pengelasan titik (II pada Gambar 3.26) dimungkinkan di semua posisi spasial bagian, termasuk di tempat yang sulit dijangkau. Untuk jenis pengelasan ini, digunakan nozel gas dengan lubang samping di ujungnya. Nosel gas dalam kaitannya dengan tabung kontak (corong) diatur ke depan sebesar 10-15 mm untuk menciptakan jarak yang diperlukan ke permukaan bagian yang akan dilas. Waktu pengelasan dari 0,3 hingga 3 detik.
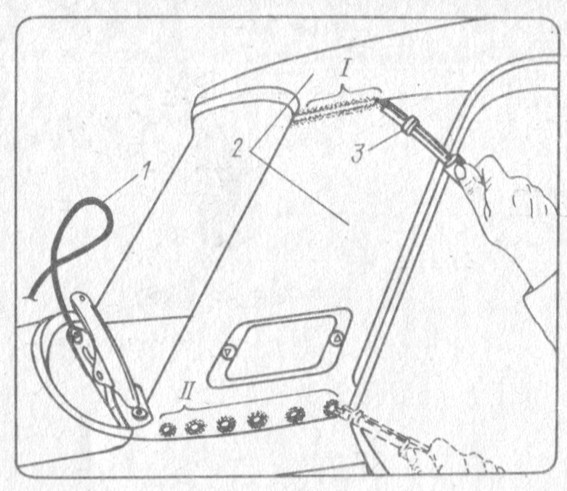
Beras. 3.26. Pengelasan bagian tubuh mobil VAZ dalam karbon dioksida: 1 kabel pembumian; 2 bagian yang akan dilas (atap dan panel atap belakang); 3 obor las; 1 jahitan terus menerus, sambungan pantat; 11 titik pengelasan, sambungan pangkuan
Kekuatan arus pengelasan dan waktu pengelasan tergantung pada ketebalan logam yang akan dilas dan posisi bagian-bagiannya. Untuk lembaran dengan ketebalan 0,3 mm untuk pengelasan satu sisi tanpa pra-pengeboran, diperlukan arus hingga 150-200 A. Lembaran yang lebih tebal dibor atau dijahit dengan pelubang kertas khusus, dan kemudian arus dapat dipilih dalam 80-100 A. poin di atas permukaan bahan dasar, metode ini sangat bermanfaat untuk pengelasan bagian yang menghadap, karena biaya penggilingan permukaan depan berkurang secara signifikan.
Pengelasan dengan jahitan terputus-putus pada lembaran logam tipis dilakukan dengan adanya celah yang meningkat di bagian yang akan disambung, karena ada risiko terbakar. Pengurangan perpindahan panas dapat dicapai dengan menghidupkan dan mematikan arus dan umpan kawat las secara berkala dengan kontrol manual atau dengan bantuan perangkat otomatis yang terpasang di panel kontrol. Waktu pengelasan 0.3 3.0 s. Rasio antara waktu pengelasan dan putus dipilih tergantung pada celah dan ketebalan bagian yang akan disambung. Selama istirahat, kolam las menjadi dingin, yang mencegah kemungkinan terbakar. Pengelasan jahitan intermiten dalam teknologi perbaikan bodi adalah jenis yang paling umum, terutama saat mengelas elemen bodi yang menahan beban: amplifier, spar, anggota silang, lantai, kusen dan sejumlah bagian lainnya. Contoh bagian tubuh pengelasan dengan jahitan intermiten ditunjukkan pada gambar. 3.27.
4. Mode pengelasan dalam karbon dioksida. Mode pengelasan yang dipilih tergantung pada ketebalan bagian yang akan dilas ditentukan oleh diameter kawat elektroda, arus pengelasan dan tegangan busur, kecepatan umpan kawat dan kecepatan pengelasan, kawat elektroda yang menonjol dan konsumsi. karbon dioksida.
Diameter kawat elektroda untuk pengelasan bagian tubuh yang terbuat dari baja lembaran dipilih dalam 0,6-1,2 mm. Lembaran dengan ketebalan 0,6 mm harus dilas dengan kawat dengan diameter 0,6 mm. Jika ketebalan lembaran lebih dari 1,2 mgL, lebih disukai untuk dilas dengan kawat dengan diameter 1,0-1,2 mm. Jika bagian yang akan dilas memiliki ketebalan 0,8-1,0 mm, disarankan untuk menggunakan kawat las dengan diameter 0,8 mm.
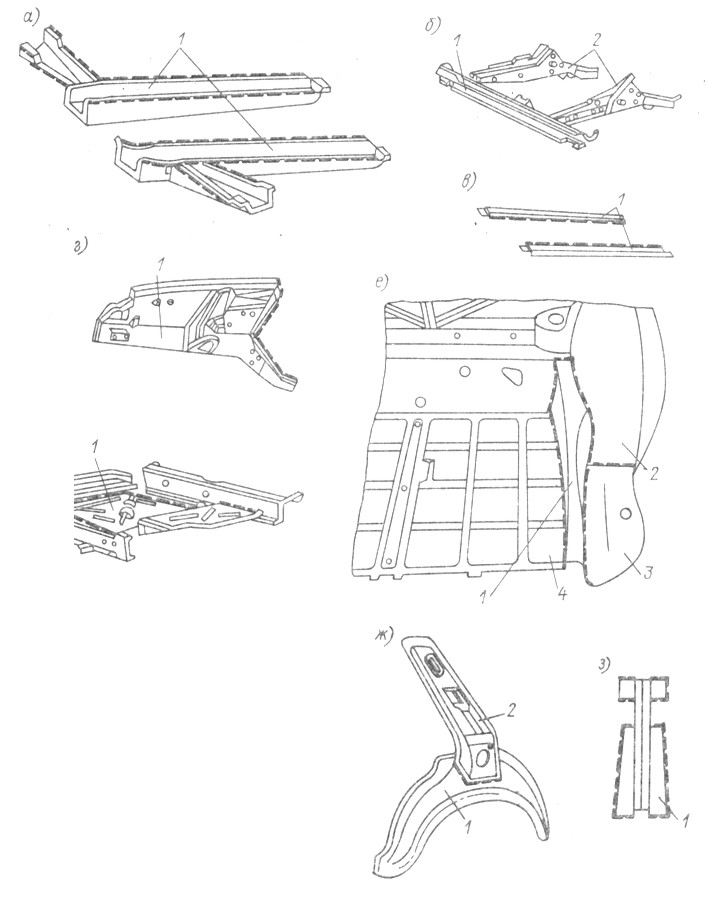
Beras. 3.27. Contoh pengelasan bagian tubuh dengan jahitan terputus-putus: a - pengelasan komponen samping lantai depan / (2101-5101300/301) ke panel lantai (2101-5101030), jahitan Z 30/40; b - pengelasan komponen silang 1 (2101-5301230) ke spar 2 (2101-5301180/181), jahitan terputus-putus sepanjang tepi bengkok; c - konektor las 1 (2101-5101068/069) ke panel lantai (2101-5101030), jahitan Z 30/40; d - pengelasan spatbor 1 (2101-5301040/041) di kedua sisi ke panel depan J/J JU (2101-5301280-10), jahitan Z 20/30; e- pengelasan lantai bagasi 1 (2102-5101082) di sepanjang perimeter ke bagian kawin, jahitan Z 10/30; e - pengelasan tiang belakang 1 (2101-5301370/371) ke lengkungan bagian dalam roda belakang 2, tangki bahan bakar 3, lantai bagasi 4, jahitan Z 10/30; g - pengelasan roda belakang 1 (2101-5401174/175) ke lapisan dinding samping 2 (2101-5401106/107), jahitan Z 10/10; h - pengelasan braket jack 1 (2101-5101074/075) ke panel lantai (2101-5101030), jahitan Z 20/20
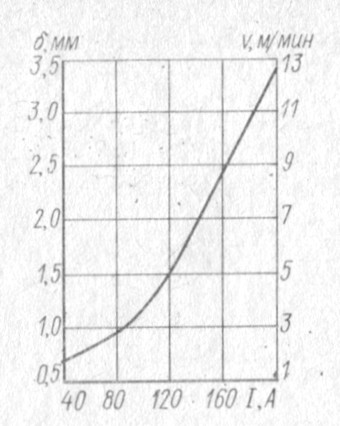
Beras. 3.28. Ketergantungan kekuatan arus I dan kecepatan umpan kawat U pada ketebalan bagian yang akan dilas B (saat mengelas dalam karbon dioksida dengan kawat Sv-08GS dengan diameter 0,8 mm)
Voltase arus listrik diatur sedemikian rupa agar diperoleh proses pengelasan yang stabil dengan busur terpendek (1,5-4,0 mm). Dengan panjang busur yang lebih panjang, proses pengelasan tidak stabil. Tegangan yang disarankan untuk pengelasan adalah 17-23 V. tegangan di atas 23 V menyebabkan peningkatan percikan dan oksidasi kuat dari logam las. Ketika tegangan turun di bawah 17 V, sulit untuk membangkitkan busur listrik dan, sebagai akibatnya, pembentukan lasan memburuk.
Kekuatan arus pengelasan dan laju umpan kawat elektroda dipilih sesuai dengan jadwal, tergantung pada ketebalan bagian yang akan dilas (Gbr. 3.28). Dalam prakteknya, laju pengumpanan diatur sehingga proses berlangsung secara stabil dengan pembentukan jahitan yang cukup memuaskan dan sedikit percikan logam.
Jarak dari ujung corong burner ke sambungan las harus berada dalam jarak 7-12 mm.
Pengelasan pada posisi horizontal, vertikal dan overhead dilakukan pada tegangan rendah dan arus pengelasan, berkurang 10-20% dibandingkan dengan yang sesuai; nilai di bagian bawah.
Sambungan pantat yang dilas dari bagian tubuh dengan ketebalan hingga 2 mm dan sambungan sudut dengan kaki jahitan hingga 5 mm dilakukan terutama dalam posisi vertikal.
Pada awal pengelasan, kawat elektroda diatur tegak lurus ke tepi produk, dan setelah pembentukan kolam las, itu dimiringkan di bawah horizontal (pada sudut 10 15 °). Logam cair ditahan oleh tekanan busur. Saat mengelas di posisi overhead, konsumsi gas pelindung meningkat.
Menurut teknik pembuatan las, pengelasan semi-otomatis dilakukan pada sudut ke depan, menggerakkan obor dari kanan ke kiri, dan pada sudut ke belakang, menggerakkan obor dari kiri ke kanan. Saat mengelas dengan sudut maju, kedalaman penetrasi kecil, lasannya lebar. Saat mengelas dengan sudut belakang, kedalaman penetrasi lebih besar, dan lebar las sedikit berkurang.
5. Bahan. Kawat las dan karbon dioksida digunakan sebagai bahan untuk pengelasan dalam gas pelindung.
Kawat las disediakan dalam gulungan logam. Massa satu kumparan dengan kawat adalah 16 kg. deskripsi singkat tentang kabel: paduan, berlapis tembaga, diameter 0,8 mm, merek Sv-08GS atau Sv-08G2S (TU 14-4-133 73).
Dalam merek kawat, huruf Sv berarti<сварочная>; dua digit berikutnya 08 menunjukkan kandungan karbon dalam baja dalam seperseratus persen; berikut adalah sebutan dopan menurut GOST 5632-72 * (G mangan; C - silikon). Misalnya, kawat las merek Sv-08G2S mengandung 0,08% karbon, hingga 2% mangan, dan hingga 1% silikon.
Peningkatan kandungan silikon dan mangan dalam kawat las memungkinkan Anda untuk menetralkan oksigen bebas yang dilepaskan selama pengelasan dari karbon dioksida, dan dengan demikian melindungi logam las dari oksidasi.
Pengelasan hanya diperbolehkan dengan kawat bersih, tanpa bekas minyak, kotoran dan karat. Dalam hal ini, bagian tubuh yang akan disambung langsung pada titik pengelasan juga harus dibersihkan dari cat dan kontaminan lainnya.
Karbon dioksida (CO2) adalah gas pelindung yang paling umum digunakan dalam pengelasan elektroda habis pakai. Sifat utamanya adalah: gas tidak berwarna dan tidak beracun; densitas pada tekanan atmosfer dan suhu 20 °C adalah 1,98 kg/m3; suhu pencairan pada tekanan atmosfer 78,5 °C; keluaran gas dari 1 kg karbon dioksida cair (pada 0 °C dan 0,1 MPa) 505 l. Menurut GOST 8050-85, karbon dioksida diproduksi dalam tiga tingkat: pengelasan, makanan, dan teknis. Kandungan uap air dalam pengelasan karbon dioksida pada suhu -) -20 ° C dan tekanan 0,1 MPa tidak boleh lebih dari 0,184 g / m Untuk pengelasan, Anda juga dapat menggunakan karbon dioksida makanan Iaz dengan pengeringan awal.
Karbon dioksida disuplai dalam keadaan cair dalam silinder tipe A dengan kapasitas 40 liter, yang, pada tekanan maksimum 7,5 MPa (75 kgf/cm2), mengandung 25 kg karbon dioksida. Ketika jumlah karbon dioksida cair menguap, lebih dari 12,5 ribu liter karbon dioksida terbentuk. Konsumsi normal karbon dioksida selama pengelasan semi-otomatis pada bagian bodi mobil lembaran tipis adalah 6-9 l/mnt.
Konsumsi bahan terendah (kawat las dan karbon dioksida) dicapai ketika bagian-bagian disambung dengan pengelasan titik.
Lasan dan sambungan diklasifikasikan menurut berbagai kriteria. Penting juga untuk dipahami bahwa ini adalah konsep yang berbeda.
Lasan adalah tempat di logam yang dalam keadaan cair selama pengelasan. Dan ketika logam mendingin, jahitannya mengkristal. Sambungan las adalah konsep yang lebih luas. Sambungan langsung meliputi jahitan itu sendiri, serta zona yang berdekatan, yaitu: zona yang mengalami tegangan termal selama proses pengelasan, zona fusi, bagian logam yang terletak di dekat zona yang mengalami pemanasan.
Penting untuk membedakan antara lasan dan sambungan, karena sifat-sifat yang pertama menentukan bentuk dan kekuatan logam itu sendiri di tempat pengelasan berlangsung. Dan sifat-sifat sambungan ditentukan oleh sifat-sifat jahitan itu sendiri dan zona sambungan lainnya, deformasi plastis dan, karenanya, mempengaruhi sifat distribusi gaya yang akan bekerja pada sambungan las.
Perlu juga dipahami bahwa dalam satu sambungan las bisa ada satu atau lebih jahitan.
Untuk memahami dalam situasi apa dan untuk pekerjaan apa jahitan dan sambungan las tertentu digunakan, seseorang harus membiasakan diri dengan karakteristiknya secara rinci.
Jenis las dan karakteristiknya.
Klasifikasi lasan terjadi sesuai dengan kriteria berikut:
Bentuk penampang:
- Butt - elemen yang terletak di bidang yang sama dilubangi dan dilas.
- Sudut - elemen dilas pada sudut tertentu.
- Slotted - elemen (lembaran) ditumpangkan satu sama lain dan dilebur satu sama lain.
Perbedaan utama adalah geometri yang berbeda dan parameter dasar jahitan. Jika, misalnya, pada lasan pantat, tinggi tulangan dan lebar adalah yang utama, maka di sudut - kaki jahitan.
Konfigurasi las:
- Seperti garis lurus.
- lengkung.
- Cincin.
Panjang las:
- Yang padat dibagi menjadi yang pendek - panjangnya tidak lebih dari 300 mm, yang sedang - hingga 1 meter dan yang panjang - lebih dari 1 meter.
- Intermiten - mereka dapat memiliki rantai dan susunan jahitan yang terhuyung-huyung pada sambungan las.
Metode pengelasan yang digunakan:
- Dibuat oleh elektroda habis pakai dengan pengelasan busur manual.
- Dibuat di lingkungan gas dengan elektroda habis pakai.
Jumlah lapisan jahitan:
- Sepihak.
- Bilateral.
- multilayer.
Volume logam yang diendapkan:
- Normal.
- Diperkuat.
- melemah.
Sambungan las: jenis dan sifat.
Fitur utama di mana sambungan las diklasifikasikan adalah susunan elemen relatif satu sama lain. Berdasarkan ini, jenis berikut dibedakan:
- Butt - formasinya ditentukan oleh pembuatan jahitan tipe butt.
- Fillet - dibuat saat mengelas lasan fillet.
- Lap - koneksi ini juga dibentuk dengan bantuan sudut, serta dengan bantuan jahitan berlubang.
- Lasan fillet berbentuk T juga digunakan untuk membuat sambungan seperti itu, lebih jarang yang berlubang.
sendi pantat yang paling umum, karena mereka memiliki nilai tegangan terendah, dan juga paling rentan terhadap deformasi selama proses pengelasan. Jenis sambungan ini adalah yang paling tidak dapat dikonsumsi untuk logam, tetapi juga membutuhkan persiapan bagian yang paling teliti sebelum pengelasan langsung. Dengan menggunakan las pantat dimungkinkan untuk mengelas produk logam dengan ketebalan 1 hingga 60 mm. Untuk setiap ketebalan, ada rekomendasi tentang bentuk bevel dari tepi lembaran - berbentuk X, berbentuk Y berbentuk U dan sebagainya.
Koneksi sudut- elemen pengelasan terletak pada sudut mana pun satu sama lain, tetapi tidak membawa banyak tekanan. Berbagai kapal, wadah, reservoir - paling sering dilas dengan cara ini. Ketebalan logam tidak melebihi 1-3 mm.
Koneksi putaran- jenis sambungan ini tidak memerlukan pemrosesan khusus pada tepi logam, seperti halnya pengelasan pantat, tetapi konsumsi logam - yang utama dan yang disimpan akan besar. Ketebalan logam untuk jenis pengelasan ini tidak lebih dari 12 mm. Paling sering, jahitan dua sisi digunakan agar kelembaban tidak menembus dari sisi jahitan yang berlawanan.
koneksi tee - rangka rangka, kolom, tiang, balok paling sering dilas menggunakan jenis sambungan ini. Pada penampang, sambungan ini adalah huruf T, dan lasan dapat berada di satu atau kedua sisi.
Sebelum memulai apapun pekerjaan pengelasan penting untuk mengetahui jenis las dan sambungan apa yang ada. Informasi ini akan membantu Anda menggunakan sumber daya secara efisien saat melakukan pekerjaan dan akan memberikan gambaran tentang produk mana yang lebih disukai untuk menggunakan las dan sambungan tertentu.
ukuran huruf
RESOLUSI Gosgortekhnadzor Federasi Rusia tanggal 11-06-2003 88 TENTANG PERSETUJUAN ATURAN UNTUK PERANGKAT DAN PENGOPERASIAN UAP DAN ... Relevan pada 2017
3.7. Sambungan las, lokasi las dan lubang
3.7.1. Lasan harus las butt dengan penetrasi penuh.
Penggunaan sambungan las fillet diperbolehkan di bawah kondisi kontrol ultrasonik atau radiografi terus menerus.
Diperbolehkan menggunakan lasan fillet dengan celah struktural tanpa radiografi atau kontrol ultrasound untuk pipa las dan fitting dengan diameter internal tidak lebih dari 100 mm, serta flensa datar (terlepas dari diameternya) dan elemen untuk memperkuat lubang ke kolektor , drum boiler pipa air dan casing boiler pipa gas. Kontrol kualitas senyawa tersebut harus dilakukan sesuai dengan: dokumentasi normatif(selanjutnya disebut sebagai ND), disetujui oleh Gosgortekhnadzor Rusia.
Diperbolehkan menggunakan sambungan pangkuan untuk mengelas sambungan luar sambungan pipa dengan lubang nominal kurang dari 16 mm, serta untuk pelapis dan jaket las.
3.7.2. Pada sambungan las butt dari bagian dengan ketebalan nominal yang berbeda, transisi yang mulus dari satu bagian ke bagian lain harus dipastikan dengan menipiskan bagian berdinding tebal secara bertahap dengan sudut kemiringan masing-masing permukaan transisi tidak lebih dari 15 derajat.
Diperbolehkan untuk meningkatkan sudut kemiringan permukaan transisi hingga 30 derajat, jika keandalan koneksi dibenarkan oleh perhitungan kekuatan dengan penentuan sumber daya yang dihitung.
Jika perbedaan ketebalan nominal elemen dinding yang dilas kurang dari 30% dari ketebalan dinding elemen tipis, tetapi tidak lebih dari 5 mm, diperbolehkan untuk melakukan transisi mulus yang ditentukan dari sisi bukaan tepi karena ke lokasi miring dari permukaan las.
Persyaratan untuk sambungan pantat elemen dengan ketebalan berbeda dengan sifat kekuatan yang berbeda, misalnya, sambungan elemen cor dengan pipa, bagian yang terbuat dari lembaran atau tempa, serta sambungan pipa dengan siku yang ditekuk tajam, dibuat dengan menggambar atau menekuk dengan kesal, harus ditentukan oleh ND, disetujui oleh Gosgortekhnadzor dari Rusia.
3.7.3. Desain dan lokasi las harus menyediakan:
a) kemungkinan membuat sambungan las sesuai dengan semua persyaratan pengelasan yang ditetapkan dalam RD, dokumentasi produksi dan teknis (selanjutnya disebut PDD);
b) penempatan gratis perangkat pemanas dalam hal perlakuan panas lokal;
c) ketersediaan kontrol kualitas sambungan las dengan metode yang disediakan untuknya;
d) kemungkinan memperbaiki sambungan las dengan perlakuan panas dan kontrol berikutnya, jika disediakan oleh RD.
3.7.4. Persimpangan sambungan las pantat tidak diperbolehkan. Offset sumbu las yang memanjang ke batas las secara paralel atau miring harus setidaknya 3 kali ketebalan lembaran yang lebih tebal, tetapi tidak kurang dari 100 mm.
Persyaratan paragraf ini tidak wajib untuk sambungan las butt dari bagian dengan ketebalan dinding nominal hingga 30 mm inklusif, serta untuk unit rakitan yang dilas sebelumnya dari bagian dengan ketebalan nominal yang berbeda, dengan tetap memperhatikan kondisi berikut:
a) sambungan las harus dibuat dengan pengelasan otomatis;
b) persimpangan lasan harus tunduk pada kontrol ultrasonik dan radiografi.
Jika sambungan las memiliki lubang, maka dari titik perpotongan sumbu lasan, tepi terdekat
/-lubang harus pada jarak setidaknya , di mana Dm dan s adalah diameter rata-rata dan ketebalan elemen, masing-masing, di mana lubang berada, mm.
Pengukuran harus dilakukan untuk drum di bagian dalam, dan untuk elemen lain - di bagian luar.
3.7.5. Jarak minimum antara sumbu sambungan sambungan las tumpul yang tidak bersebelahan (melintang, memanjang, meridional, kordal, melingkar, dll.) harus tidak kurang dari ketebalan nominal bagian yang akan dilas, tetapi tidak kurang dari 100 mm untuk ketebalan dinding lebih dari 8 mm dan tidak kurang dari 50 mm untuk ketebalan dinding 8 mm atau kurang.
3.7.6. Panjang flensa silinder dari sumbu las tumpul ke awal pembulatan dasar cembung atau elemen manik-manik lainnya harus memberikan kemungkinan pengujian ultrasonik las las bawah dari sisi bawah.
3.7.7. Lasan boiler tidak boleh bersentuhan dengan penyangga. Ketika penyangga ditempatkan di atas (di bawah) sambungan las, jarak dari penyangga ke las harus cukup untuk melakukan kontrol yang diperlukan atas keadaan sambungan las selama operasi.
Diperbolehkan untuk menutupi dengan penopang sambungan las melintang dari badan ketel silinder yang dioperasikan dalam posisi horizontal, asalkan bagian yang tumpang tindih dari yang dilas
sendi dengan kelonggaran sisi minimal 100 mm menjadi sasaran pengujian radiografi atau ultrasonik terus menerus.
Tidak diperbolehkan untuk memblokir persimpangan dan persimpangan sambungan las dengan penyangga.
3.7.8. Jarak dari tepi jahitan sambungan las pantat ke sumbu lubang untuk memperluas atau mengelas pipa harus setidaknya 0,9 dari diameter lubang. Diperbolehkan memiliki lubang untuk pipa las atau fitting pada sambungan las tumpul dan pada jarak kurang dari 0,9 dari diameter lubang, asalkan kondisi berikut terpenuhi:
a) sebelum mengebor lubang, sambungan las harus menjalani pengujian radiografi atau ultrasonik di area lubang dengan kelonggaran setidaknya 100 mm di setiap sisi lasan;
b) perkiraan masa pakai harus dibenarkan dengan perhitungan verifikasi kekuatan.
Perhitungan tidak dapat dilakukan jika jarak antara tepi lubang yang terletak di jahitan longitudinal setidaknya 2, dan untuk lubang di jahitan annular (melintang) - setidaknya .
Diperbolehkan memiliki lubang untuk memperluas pipa pada sambungan las pantat sesuai dengan RD, yang disepakati dengan Gosgortekhnadzor Rusia.
3.7.9. Jarak antara pusat dua lubang yang berdekatan di cangkang dan dasar cembung di sepanjang permukaan luar harus setidaknya 1,4 diameter lubang atau 1,4 setengah jumlah diameter lubang jika diameternya berbeda.
Ketika lubang disusun dalam satu baris memanjang atau melintang, diperbolehkan untuk mengurangi jarak yang ditentukan menjadi 1,3 diameter. Saat memasang panel membran kedap gas di deretan pipa seperti itu dengan pengelasan permukaan kolektor pipa dan spacer di antara mereka (atau sirip) di sepanjang panel yang disambungkan ke kolektor, jarak antara lubang bisa dikurangi menjadi 1,2 diameter lubang.
Struktur sambungan bagian logam, yang dibentuk dengan pengelasan, terdiri dari lasan dan zona yang berdekatan yang mengalami efek peleburan dan termal. Langsung - ini adalah area yang dalam keadaan cair selama pengelasan. Saat logam mendingin, ia mengkristal.
Skema sambungan las: a - dalam pengelasan fusi, b - dalam pengelasan tekanan, 1 - las, 2 - zona fusi, 3 - zona yang terkena panas, 4 - logam dasar.
Kekuatan sambungan tergantung pada perlakuan awal permukaan yang akan dilas, sifat-sifat lapisan yang dihasilkan dan area sambungan lainnya yang mengalami perubahan struktural selama proses pengelasan dan mempengaruhi distribusi gaya selama beban berikutnya. Mungkin ada beberapa jahitan dalam satu sambungan.
Memotong jahitan sambungan las
Persiapan tepi sambungan dilakukan menggunakan penggiling dengan pemotong dan roda gerinda. Mesin las juga digunakan dalam mode pemotongan.
Ada 4 jenis struktural utama sambungan bagian yang dilas:
- pantat;
- pangkuan;
- sudut;
- tee.
Saat pengelasan butt, permukaan dihubungkan dengan ujung yang sudah dikerjakan sebelumnya. Koneksi putaran diperoleh dengan menerapkan salah satu pelat ke yang lain dengan pembentukan lasan fillet. Jumlah tumpang tindih harus 3-5 kali lebih besar dari total ketebalan permukaan yang akan dilas. Sambungan sudut dan tee dibentuk dengan mengelas elemen struktural pada sudut kanan.
Sambungan pantat dapat dibuat tanpa pemrosesan tepi jika celah antara tepi tidak melebihi 2 mm. Dalam hal ini, hanya takik dan penyimpangan yang dipotong. Jika memungkinkan, hanya satu tepi sambungan yang diproses.
Untuk bagian dengan ketebalan 4-25 mm, sambungan dibuat dengan ujung genap atau oval dan pemotongan dua sisi dengan bevel berbentuk V atau U. Kesenjangan dipertahankan pada 1-2 mm.
Dengan sambungan tee, hanya permukaan ujung bagian yang akan disambung ke permukaan datar yang diproses untuk membentuk sambungan. Untuk bagian dengan ketebalan lebih dari 10 mm, pemotongan satu sisi atau dua sisi dilakukan dengan pemotongan tepi pada 45 °. Dalam hal ini, pengelasan dengan ketebalan logam besar dan kekuatan tinggi yang diperlukan dilakukan dalam beberapa lapisan dengan mengisi seluruh ruang pemotongan.

Dalam sambungan tumpang tindih, pemotongan tepi tidak disediakan oleh teknologi. Hanya bagian tepi yang berdekatan dengan bidang yang diproses. Jahitan diterapkan di sepanjang tepi kedua bagian. Untuk alasan penyegelan, jahitan ganda dibuat. Untuk memberikan sambungan kekuatan yang diperlukan dan dengan ketebalan logam yang besar, tumpang tindih diperkuat dengan jahitan berlubang, las gabus atau fusi.
Dengan sambungan sudut, tepi salah satu bagian yang digabungkan diproses. Yang kedua hanya dipotong secara merata dan dipoles untuk menghilangkan gerinda dan takik. Jahitan dapat diterapkan baik dari luar, dan dari kedua sisi untuk kekuatan yang lebih besar. Seperti pada T-joint, pemotongan dibuat satu sisi atau berbentuk V dua sisi. Pada varian pertama, dengan ketebalan logam 8-25 mm, pengelasan dilakukan dalam beberapa lapisan.
Proses yang terjadi pada struktur sambungan selama pengelasan
Proses pemadatan jahitan dimulai segera setelah busur dilepas dari area yang dilas. Pemadatan logam terjadi dalam arah yang berlawanan dengan perpindahan panas ke dalam struktur permukaan utama, mulai dari tepi kolam las hingga pusatnya. kecepatan rata-rata kristalisasi dan kecepatan pengelasan adalah sama. Di sepanjang batas lasan, kristalit dari logam yang diendapkan dan logam dasar terbentuk, yang memastikan soliditas struktur lapisan dan kekuatan sambungan.

Proses kristalisasi awal berhenti cukup cepat, ketika lasan mendingin 20-30 ° C, yaitu hingga suhu 1450-1500 ° C. Setelah selesai, tidak ada perubahan yang terjadi pada struktur logam hingga mendingin hingga 850 °. C, ketika logam mulai keluar dari bentuk austenitik.
Kemudian proses kristalisasi sekunder terjadi pada struktur struktur las dan pada logam dasar yang berdekatan dengannya. Itu juga mengalir dalam kisaran suhu yang pendek. Struktur las menjadi stabil ketika mencapai suhu 720 ° C.
kristalit jahitan las memiliki struktur struktur kolom, karakteristik proses pengecoran logam. Jenis kristalisasi ini berkontribusi pada perpindahan fraksi gas dan terak.
Zona las
Saat mengelas bagian logam dengan fusi, sambungan membentuk beberapa zona:
- logam las yang diendapkan;
- zona fusi;
- zona yang terkena panas;
- logam dasar.
Zona logam las dibentuk dengan cara melelehkan elektroda atau logam pengisi dan menyambungkannya sebagian dengan bahan dasar. Pada pengelasan busur hingga 10% dari logam dasar ditambahkan ke logam yang diendapkan. Saat mengelas dengan kawat busur terendam, penetrasi logam dasar sekitar 50%.
Karakteristik struktural dari logam yang diendapkan berbeda dari bahan dasar dan bahan pengisi.
Zona fusi mencakup lapisan setebal 0,1-0,4 mm dengan butiran yang meleleh sebagian terbentuk. Di area ini, logam mandi dan permukaan dasar terhubung, dan kekuatan bagian yang dilas tergantung pada kualitasnya.
Zona yang terkena panas adalah bagian yang belum mengalami peleburan, yang strukturnya, selama pengelasan, terjadi perubahan sifat sebagai akibat dari deformasi plastis. Bagian sambungan ini terdiri dari beberapa bagian dengan struktur dan sifat khusus.

Logam dasar adalah zona yang strukturnya tidak mengalami perubahan akibat pengelasan. Suhu 450 ° C dianggap sebagai batas bersyarat dari pemanasan bagian, tetapi ketika permukaan pengelasan yang terbuat dari baja karbon rendah dengan kandungan nitrogen dan oksigen lebih dari 0,005% dan hidrogen lebih dari 0,0005%, penurunan viskositas dan keuletan logam terjadi di wilayah bagian ini.
Zona ini disebut situs kerapuhan biru dan, ketika dipanaskan hingga 200-400 ° C, memiliki kecenderungan untuk retak. Perubahan sifat mekanik situs terjadi sebagai akibat dari pengendapan butir nitrida dan oksida di sepanjang batasnya. Saat mengelas beberapa logam, bagian tersebut berkontribusi pada peningkatan kekuatan jahitan, tetapi mengurangi viskositas dan keuletan logam.
Kontrol kualitas sambungan las
Porositas lasan terbentuk sebagai hasil dari supersaturasi struktur sambungan dengan gas dari udara dan dilepaskan selama dekomposisi lapisan elektroda. Kurangnya fusi disebut kurangnya adhesi antara disimpan dan logam dasar atau antara rol. Cacat terjadi karena pemrosesan tepi berkualitas buruk, ketidakpatuhan dengan teknologi pengelasan, dll.
Burn-through adalah melalui lubang yang terjadi selama pengelasan elemen dengan ketebalan kecil. Mereka dapat terjadi karena penumpulan tepi yang tidak memadai, arus pengelasan berlebih, dan kecepatan pengelasan yang tidak cukup tinggi. Selama pengelasan otomatis, cacat dapat terbentuk ketika bantalan fluks atau lapisan sedikit dikompresi, dan adanya kontaminasi pada permukaan.
Kualitas struktur sambungan yang diperoleh sebagai hasil pengelasan tergantung pada banyak faktor. Ini termasuk mode pengelasan, persiapan dan posisi spasial bagian yang akan dilas, profesionalisme tukang las. Pengoperasian struktur yang dilas ditentukan oleh kombinasi kompleks dengan mempertimbangkan sifat-sifat material, kondisi untuk pengoperasian produk selanjutnya dan kepatuhan terhadap teknologi pengelasan.