Di berbagai area di mana peletakan komunikasi pipa direncanakan, pipa HDPE telah menjadi cukup sering digunakan, yang dianggap sebagai alternatif terbaik untuk pipa logam: mereka memiliki kekuatan yang sama dan memiliki masa pakai yang lama. Pada saat yang sama, produk yang terbuat dari HDPE memiliki keunggulan besar dibandingkan produk logam: masing-masing memiliki massa yang jauh lebih kecil, lebih mudah untuk dibawa bersamanya. pekerjaan instalasi. Pengelasan pipa HDPE dapat dilakukan dengan banyak cara, setelah mempelajari fitur-fiturnya proses ini, Anda cukup bisa mengatasinya dengan tangan Anda sendiri.
Pengelasan pipa HDPE melibatkan jenis koneksi berikut:
- Dilepas, yang dapat dibongkar selama operasi. Untuk sambungan jenis ini, flensa yang terbuat dari baja digunakan.
- Koneksi permanen - pembongkaran pipa yang dilas selama periode operasional tidak disediakan.
Opsi koneksi kedua dapat dilakukan menggunakan dua teknologi: pengelasan pipa polietilen, pengelasan pipa polietilen menggunakan kopling.
Pemasangan komunikasi pipa berdiameter besar dilakukan dengan menggunakan alat kelengkapan termoresistif, peralatan pengelasan pantat. Saat menggunakan opsi apa pun, koneksi monolitik yang cukup andal diperoleh.
Peralatan yang diterapkan
Untuk melakukan koneksi sampel polietilen, mesin khusus untuk pengelasan pipa HDPE dirancang, yang dapat dari berbagai modifikasi. Pilihan peralatan didasarkan pada parameter berikut: ketebalan dinding, diameter pipa yang digunakan. Akibatnya, ini mungkin:
- alat las manual;
- mesin las khusus untuk pipa diameter besar;
- perangkat tambahan.
Alat tangan
Dengan alat las manual, dimungkinkan untuk mengelas pipa HDPE dengan tangan Anda sendiri, tetapi produk berdiameter kecil. Setiap model alat disediakan untuk menghubungkan produk yang diameternya sesuai dengan kisaran yang ditentukan pabrikan.
Perangkat tersebut juga dibagi menjadi dua kategori utama:
- mesin las manual untuk pengelasan pantat di bawah tekanan;
- alat las manual untuk mengelas produk ke dalam soket.
Perangkat yang dirancang untuk koneksi soket, dibuat untuk sampel yang diameternya berkisar antara 2-11 cm, dilapisi dengan komposisi antilengket khusus. Paket peralatan meliputi:
- alat pemasangan;
- pemanas, berbagai nozel;
- penjepit - berdiri untuk perangkat;
- kotak logam yang dirancang untuk menyimpan komponen perangkat.
Unit las yang dirancang untuk pekerjaan pantat digunakan untuk produk HDPE, yang diameternya berkisar antara 2-30 cm, memiliki massa kecil, cukup nyaman digunakan (papan pemanas berubah dengan mudah dan cepat).
Alat Pengelasan Pipa Diameter Besar
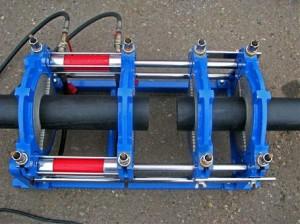
Alat untuk mengelas pipa HDPE yang berdiameter 30-40 cm disebut mesin las. Dengan bantuan perangkat tersebut, koneksi berkualitas tinggi dari sampel polipropilen berdinding tebal dengan diameter besar dibuat.
Peralatan dirancang untuk melakukan opsi pengelasan berikut:
- pantat;
- elektrofusi.
- ke dalam soket
Pembagian menurut prinsip kerja :
- dengan penggerak hidrolik;
- dengan penggerak mekanis;
- dengan kontrol program untuk pengelasan pantat.
Meskipun berbagai peralatan las tekanan rendah untuk pipa yang terbuat dari polietilen, di antaranya ada juga yang universal yang berlaku untuk pipa dengan diameter berapa pun. Perangkat jenis ini memberikan kemampuan untuk melakukan koneksi dalam jumlah yang cukup besar dalam waktu sesingkat mungkin. Semua model alat las untuk produk polietilen memiliki rangkaian bagian dasar yang kurang lebih sama.
meja las
Alat tambahan untuk membuat koneksi pipa HDPE yang benar dan berkualitas tinggi, ada berbagai tabel pengelasan. Mereka menentukan parameter produk yang diperlukan untuk pengelasan, rezim suhu, sifat mekanik, periode waktu pelelehan/pendinginan produk.
Semua poin ini harus diperhitungkan saat melakukan pekerjaan, karena implementasinya akan tergantung pada keandalan dan karakteristik kekuatan komunikasi pipa yang dilas.
Tabel interval waktu untuk produk pengelasan tidak hanya menunjukkan waktu kerja, tetapi untuk diameter produk apa yang khas.
Pengelasan pantat
Pengelasan butt pipa HDPE dirancang untuk sampel dengan diameter lebih dari 5 cm Unit pengelasan khusus dirancang untuk ini.
Prinsip produk pengelasan: ujung pipa dipanaskan terlebih dahulu, setelah itu dihubungkan di bawah tekanan. Plastik cair membentuk sambungan monolitik, yang karakteristik kekuatannya tidak kalah dengan produk padat.
Pengelasan butt pipa HDPE dapat dilakukan secara mandiri. Sebelum melakukan pekerjaan pengelasan, perlu untuk memperbaiki ujung produk dengan aman di klem unit, hanya setelah itu dimungkinkan untuk membawa pelat pemanas.
Setelah pemanasan plastik yang cukup, yaitu, hingga suhu leleh, ubin dilepas, dan pipa ditekan di bawah tekanan tertentu. Saat jahitannya benar-benar dingin, Anda dapat melepas produk dari klem peralatan las.
Fitur prosedur koneksi:
- Opsi pengelasan ini dapat digunakan untuk pipa dengan diameter yang sama, fitting.
- Ketebalan dinding produk harus lebih dari 5 mm.
- Pengelasan difusi direkomendasikan hanya ketika suhu sekitar minimal 15 derajat dan tidak lebih dari 45 derajat plus.
- Pengelasan pipa HDPE dianggap sangat ekonomis, karena mesin las yang digunakan untuk bahan jenis ini mengkonsumsi listrik dibandingkan dengan peralatan yang dirancang untuk pengelasan. pipa logam, apalagi.
Perangkat untuk pengelasan HDPE dapat dibeli di toko perangkat keras, tetapi jika pekerjaan satu kali diharapkan, maka Anda dapat menyewanya. Sebagian besar perusahaan konstruksi menyediakan peralatan tersebut untuk jangka waktu tertentu untuk disewakan.
Pengelasan elektrofusi
Sambungan yang dibuat dengan pengelasan elektrofusi pipa menahan gaya tekanan 16 atmosfer. Dalam hal ini, kopling yang dilengkapi dengan komponen pemanas listrik digunakan. Jenis pengelasan ini bahkan lebih ekonomis dibandingkan dengan pengelasan butt, memungkinkan untuk melakukan pekerjaan di bagian sistem pipa yang paling tidak dapat diakses, di mana tidak ada kemungkinan untuk menempatkan alat berukuran besar.
Sebelum pengelasan selongsong, pipa individu terlebih dahulu disiapkan: mereka terlebih dahulu dibersihkan dari berbagai jenis kontaminan.
Prinsip operasi: kopling yang melekat pada pipa dipanaskan oleh unit pengelasan, ujung pipa dilebur. Akibatnya, tekanan internal meningkat dan diperoleh segel yang kuat. Setelah pendinginan penuh, sistem perpipaan dapat dioperasikan.
Paling sering, kopling listrik digunakan:
- saat meletakkan sistem gas;
- dalam hal pekerjaan perbaikan;
- saat memasukkan komponen tambahan ke dalam sistem perpipaan.
Pengelasan elektrofusi bukanlah prosedur yang rumit, satu-satunya peringatan adalah bahwa ketika bekerja dengan produk berukuran besar, diperlukan pemanasan tambahan.
Fitur pekerjaan
- Saat mengelas sampel polietilen, penting untuk mengontrol gaya tekanan. Seharusnya tidak melebihi nilai yang diizinkan menurut teknologi pengelasan, jika tidak, sambungan dapat menjadi tidak berkualitas, akibatnya sifat operasional pipa akan memburuk secara signifikan.
- Penting juga bahwa gaya tekanan tidak terlalu kecil, karena sambungan akan memakan waktu lama.
- Dilarang memindahkan produk dari tempatnya pada saat penyambungan, karena ini dapat menyebabkan keketatan sambungan yang buruk.
Untuk seleksi parameter optimal kekuatan tekanan, Anda dapat menggunakan tabel pengelasan khusus.
Semua pekerjaan dianjurkan untuk dilakukan pertama kali. Ini, tentu saja, datang dengan pengalaman, seperti halnya produktivitas. Karena itu, saat melakukan pekerjaan pengelasan sendiri, disarankan untuk melakukan pra-latihan pada bahan yang tidak perlu (cacat).
Untuk membuat pipa PE apa pun, pipa harus diikat satu sama lain. Untuk memudahkan tugas ini, artikel kami menyajikan teknologi pengelasan pipa polietilen. Pipa semacam itu dapat dihubungkan menggunakan metode butt atau pengelasan elektrofusi. Pengencangan pipa polietilen yang dilas dan dilas listrik cukup kuat, memiliki kekencangan dan ketahanan yang diperlukan terhadap pengaruh eksternal yang merusak sepanjang umur pipa.
Jika Anda lebih tertarik dengan peralatan yang diperlukan untuk ini, kami sarankan Anda membaca artikel "".
Persiapan peralatan untuk pengelasan
Proses pengelasan pipa polietilen tekanan rendah terdiri dari langkah-langkah persiapan (mereka identik untuk semua jenis instalasi pengelasan), pengelasan itu sendiri dan operasi akhir. Persiapan untuk pengelasan:
- Sebuah situs sedang didirikan di mana pengelasan akan dilakukan, peralatan pengelasan ditempatkan di atasnya.
- Semuanya sedang dipersiapkan pipa yang diperlukan, fitting dan elemen penghubung lainnya.

- Menghubungkan dan memusatkan pipa dan produk berbentuk(perlengkapan).
- Pemrosesan ujung pipa dan bagian dilakukan secara mekanis.
Kiat profesional:
Operasi persiapan mesin las harus dilakukan dengan kualitas tinggi, dengan kepatuhan yang ketat terhadap instruksi dari pabrikan peralatan. Kemudian mesin las akan berfungsi untuk waktu yang lama, dengan kinerja terbaik pekerjaan pengelasan. Disarankan untuk memasukkan data pemeriksaan peralatan di log kerja produksi.

Mesin las terletak di tempat yang diatur secara khusus, bebas dari benda asing, di mana pipa polietilen telah dikirim sebelumnya. Sebelum mulai bekerja, sebelum menghubungkan peralatan ke listrik, harus diperiksa dan disiapkan:
- inspeksi visual unit mesin las;
- memeriksa isolasi kabel listrik dan konduktor pentanahan;
- pengisian bahan bakar generator listrik bahan bakar dan menguji pengoperasiannya dengan penyertaan kontrol;
- penentuan level oli dalam sistem hidrolik mesin las;
- uji kemudahan servis klem bergerak;
- memeriksa tingkat penajaman pisau pemangkas;
- diagnostik instrumentasi;
- persiapan klem dan sisipan pereduksi, yang diperlukan untuk mengelas pipa dengan diameter yang ada;
- pelumasan sambungan gosok dan permukaan peralatan las dengan komposisi yang direkomendasikan oleh pabrikan peralatan;
- membersihkan pemanas, pemangkas dan pengikis dari kotoran dan jejak polietilen, degreasing permukaan dengan kain katun yang dibasahi dengan pelarut.
Teknologi pengelasan pipa polietilen
Proses Pengelasan Butt

Melalui elemen pemanas dari mesin las, ujung pipa atau bagian yang dilas dipanaskan hingga polietilen kental. Selanjutnya, pemanas dilepas, dan ujung-ujungnya terhubung di bawah tekanan.
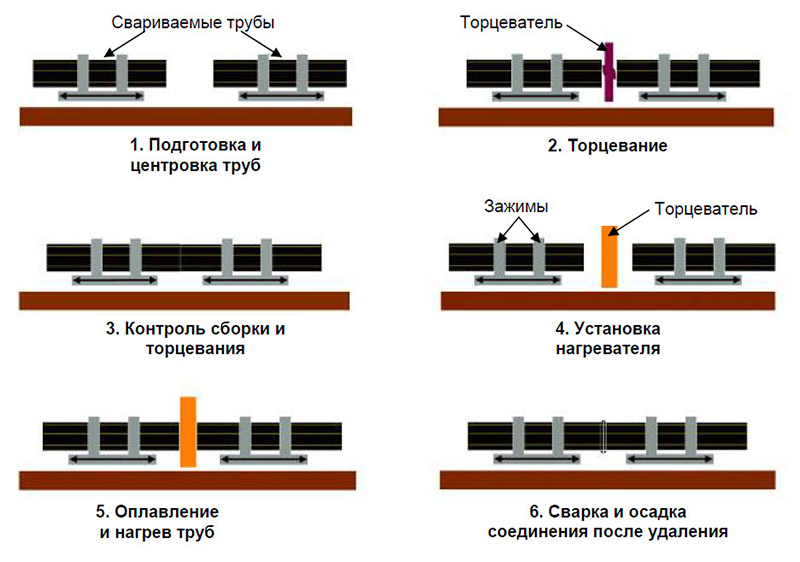
Teknologi pengelasan pipa polietilen terdiri dari beberapa tahap:
- peleburan pipa dan alat kelengkapan - setelah proses selesai, duri utama terbentuk;
- memanaskan ujung bagian hingga suhu tertentu - efek termal menembus jauh ke dalam material, sementara tekanannya hampir nol, karena hanya perlu memastikan kontak antara elemen pemanas dan ujung pipa;
- jeda teknologi (penghapusan pemanas) – the elemen pemanas peralatan, diikuti dengan sambungan permukaan yang akan dilas;
Kiat profesional:
Jeda teknologi selama pengelasan pipa PE dengan metode butt harus sesingkat mungkin untuk mengecualikan penurunan suhu ujung bagian yang akan dilas, serta untuk mencegah masuknya debu dan kontaminan yang merugikan. mempengaruhi kualitas sambungan jadi.
- pengelasan butt - selama pengelasan, flash akhir terbentuk, serta ikatan molekul yang menentukan keseragaman dan kekuatan sambungan;
- pendinginan - menyediakan rancangan sambungan, yang pada saat yang sama memperoleh kekuatan maksimum, tahap diperlukan untuk mencegah pembentukan tekanan atau guncangan yang dapat membahayakan kekuatan las.

Proses pengelasan dengan kopling listrik

Pengelasan pipa polietilen juga dimungkinkan dengan bantuan bagian dengan spiral listrik. Cara mengelas pipa polietilen dengan memasang pemanas listrik dijelaskan di bawah ini.
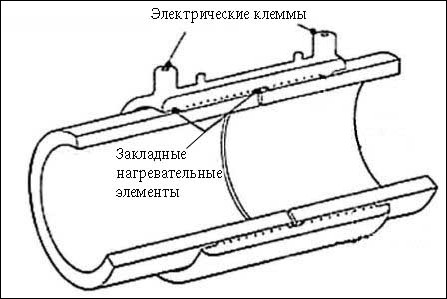
Di bagian-bagian yang perlu dihubungkan dengan pengelasan, kawat logam diletakkan dalam bentuk spiral. Instalasi pengelasan memanaskan dan melelehkan polietilen di tempat-tempat di mana elemen-elemen akan dihubungkan - kopling, transisi, tikungan, dll. Ini dimungkinkan karena pelepasan panas, yang dihasilkan sebagai akibat dari aliran arus listrik melalui spiral. Setelah pengelasan elemen, pendinginan alami mengikuti. Pengelasan dengan pemanas listrik tertanam didasarkan pada fenomena difusi, yaitu, pada penetrasi timbal balik molekul permukaan yang bersentuhan satu sama lain ketika dipanaskan. Setelah pendinginan elemen yang terhubung, diperoleh las yang kuat dan kuat.

paling metode modern untuk menghubungkan materi ini. Ini terutama digunakan untuk pemasangan sistem pasokan air dan pemanas. HDPE berbeda dari bahan lain karena tidak mengalami korosi dan memiliki indikator ketahanan kimia yang baik. Bahan ini tahan lama, ramah lingkungan, cukup kuat. Pada dasarnya, ini dirancang untuk bekerja dalam kondisi suhu dalam 40-50 derajat, yang cukup untuk kebutuhan pribadi.
Keuntungan dari bahan polietilen:
Bahan ini berbeda dalam banyak hal dari pipa logam biasa. Keuntungan utamanya adalah sebagai berikut:
instalasi sederhana;
berat badan rendah;
jangan menyerah pada korosi;
tahan lama;
tidak terpengaruh oleh mikroorganisme;
Harga rendah.
Semua ini memengaruhi popularitas mereka yang luas. Dengan demikian, mereka hampir sepenuhnya mengganti pipa besi dan logam.
Bagaimana pipa bisa dilas?
Memasak polietilen cukup mudah dan tidak merepotkan. Ini memiliki tingkat viskositas yang rendah selama pencairan. Ada 3 cara untuk menghubungkan HDPE:
metode elektrofusi.
ke dalam soket;
Mari kita pertimbangkan masing-masing metode ini secara lebih rinci.
Pengelasan soket
Ini adalah cara termudah untuk menghubungkan pipa polietilen. Terlepas dari kesederhanaannya, itu cukup dapat diandalkan. Ini terutama digunakan saat dibutuhkan. paking luar sistem pasokan air, atau dalam kasus belitan pipa internal. Ini menggunakan peralatan las standar.
Metode elektrofusi
Metode ini digunakan di tempat-tempat dengan akses yang sulit. Untuk operasi, pemanas tertanam diperlukan. Ini berlaku untuk material dengan diameter 20 mm. Pemanasan material pada sambungan dilakukan menggunakan kawat logam berbentuk spiral. Itu dimasukkan ke dalam fitting, kemudian arus diterapkan padanya, dan terjadi peleburan. Pada saat ini, ekspansi termal dari pipa yang dipasang di fitting terjadi, dan koneksi yang kuat muncul, yang ditandai dengan kekencangan yang tinggi.
Pengelasan HDPE menggunakan metode ini dapat dilakukan oleh berbagai perangkat yang beroperasi baik secara manual maupun dalam mode otomatis. Itu semua tergantung pada kondisi di mana Anda berencana untuk menggunakannya.
Pengelasan pantat
Metode ini mirip dengan yang pertama, dan teknologi untuk bekerja dengannya hampir identik. Perbedaan utama adalah bahwa lebih sedikit panas yang diterapkan dan waktu yang dibutuhkan untuk itu lebih rendah. Butt welding adalah metode utama sambungan permanen HDPE dengan diameter minimal 50 mm. Untuk diameter yang lebih kecil, metode ini tidak disarankan, karena akan sulit untuk mencapai koneksi yang kuat, dan ditambah lagi, akan ada penyempitan saluran internal pipa.

Pengelasan terjadi sebagai berikut. Setiap ujung pipa dipanaskan dengan mesin las sampai menjadi kental. Kemudian ujung-ujungnya saling berhubungan, mereka harus sedikit ditekan dan disimpan sampai benar-benar dingin. Hasilnya adalah koneksi terkuat. Itulah sebabnya teknik ini paling sering digunakan oleh para amatir dan profesional. Perangkat untuk menghubungkan HDPE menurut metode ini disebut cermin las. Keuntungan dari metode pantat:
Kemampuan untuk bekerja pada suhu yang berbeda.
Konsumsi daya rendah selama instalasi.
Pemasangan yang nyaman dan mudah.
Menurut metode pengelasan pantat, dimungkinkan untuk menghubungkan HDPE bahkan pada suhu dari -15 hingga +45 derajat. Hal ini memungkinkan untuk melakukan pemasangan permukaan tanpa masalah hampir setiap saat sepanjang tahun.
Sebelum mulai bekerja
Sebelum melanjutkan dengan koneksi, perlu dipersiapkan, dan terlepas dari metode mana yang akan dilakukan. Pertama-tama, perlu untuk memotong pipa menjadi potongan-potongan dengan panjang yang dibutuhkan. Untuk tujuan ini, perangkat khusus dapat digunakan - pemotong pipa. Selanjutnya, semua ujung bahan yang dipotong harus dihilangkan lemaknya dan dibersihkan dari kotoran.
Pastikan untuk memotong setiap pipa. Itu diperbaiki di mesin las, dan dengan bantuan pemotong, ujungnya diproses. Kemudian ujung-ujung yang kosong disatukan, seharusnya tidak ada celah di antara mereka. Selanjutnya, proses pengelasan dimulai.
Perangkat las
Mesin las untuk HDPE mungkin berbeda dalam bentuk bagian kerja. Muncul dalam dua jenis: datar dan batang. Versi batang biasanya digunakan - sangat bagus untuk bekerja di tempat yang sulit dijangkau. Daya dipilih tergantung pada diameter pipa. Jadi, misalnya, untuk pipa dengan diameter 50 mm, dibutuhkan sekitar 500 watt.
Tapi yang lebih penting adalah nozel. Ini dapat memiliki dua jenis pelapis - Teflon dan Teflon logam. Dalam kasus terakhir, karakteristik kekuatannya jauh lebih tinggi, yang berarti perangkat akan bertahan lebih lama. Tapi nozzle berlapis Teflon juga bisa bertahan lama jika ditangani dengan hati-hati. Pada akhirnya, peralatan dipilih tergantung pada metode pengelasan yang direncanakan untuk digunakan.
(polietilen tekanan rendah) membuka peluang baru dalam pembangunan pipa dengan tangan mereka sendiri. Pipa-pipa ini dapat dioperasikan pada tekanan nominal di bawah 10 atmosfer dalam kisaran suhu ekstrem dari -60 hingga +40 derajat Celcius. Dan tanpa tekanan - hingga +60 derajat Celcius. Mereka ditempatkan baik di luar maupun di dalam dinding beralur, ditutupi dengan ubin di atasnya, atau hanya dicat. Keuntungan dari jenis pipa ini termasuk fakta bahwa itu tidak berkarat, praktis tidak menumpuk endapan yang sifatnya berbeda. Cocok untuk pasokan air panas dan dingin. HDPE do-it-yourself dapat diproduksi oleh satu orang, karena bobotnya yang ringan. Tergantung pada tujuan fungsionalnya, sambungan pipa HDPE dibagi menjadi:
Pipa HDPE dapat dioperasikan pada tekanan nominal di bawah 10 atmosfer dalam kisaran suhu ekstrem dari -60 hingga +40 derajat.
- one-piece (pembongkaran mereka selama operasi tidak diperlukan);
- dilepas (dapat dibongkar selama operasi).
One-piece dibuat dengan pengelasan dengan kopling elektrofusi atau dengan pengelasan butt, sambungan (flange) yang dapat dilepas dibuat oleh flensa baja.
Pemasangan sendiri pipa polietilen berdiameter besar sering dilakukan dengan pengelasan butt atau menggunakan fitting termistor. Sambungan yang dihasilkan bersifat monolitik dan, karenanya, yang paling andal (karena tidak adanya cincin penyegel karet dengan masa pakai terbatas).
Pemasangan pipa plastik HDPE, koneksi do-it-yourself
Pengelasan pantat DIY
Skema menyolder pipa HDPE menggunakan cermin las
Pengelasan butt adalah proses yang kompleks secara teknologi, membutuhkan peralatan las khusus dan tukang las yang sangat berkualitas. Tetapi itu tidak memerlukan detail tambahan, yang, dalam hal ini, sangat menyederhanakan proses instalasi. Pengelasan pantat berkualitas harus dilakukan dengan satu jahitan yang dilas, karena kekuatannya sama dengan sisa pipa. Pengelasan butt dengan alat yang dipanaskan digunakan baik untuk menghubungkan pipa polietilen satu sama lain dan untuk menghubungkan bagian.
Pemasangan dengan pengelasan butt adalah cara yang paling efisien dan serbaguna! Saat menggunakan pengelasan butt di sepanjang pipa, fleksibilitas yang melekat pada polietilen dipertahankan. Prosedur ini tidak menimbulkan masalah, terlepas dari apakah proyek menyediakan peletakan pipa dengan cara tradisional atau peletakan pipa terbuka, atau renovasi tanpa parit, karena. bahkan dimungkinkan untuk menghubungkan bagian pipa yang akan dipasang di permukaan bumi, kemudian meletakkannya di parit.
Teknologi pengelasan pantat alat panas

Alat pemanas dengan lapisan anti lengket
Ujung-ujungnya harus dipasang di centralizer mesin las pantat. Setelah disejajarkan dan diperbaiki, ujung-ujung pipa dibersihkan dengan kain katun bersih dari kotoran dan debu, kemudian permukaan yang akan dilas diproses secara mekanis menggunakan perangkat menghadap. Ketika chip seragam dengan ketebalan tidak lebih dari 0,5 mm diperoleh, pemangkasan dihentikan, perangkat dilepas dan paralelisme timbal balik dari ujungnya diperiksa dengan tangan. Jika celah ditemukan di antara permukaan yang akan dilas melebihi nilai yang diizinkan, operasi pemangkasan diulang.
Selanjutnya, alat pemanas dengan lapisan anti lengket digunakan untuk memanaskan ujung pipa yang akan dilas. Setelah peleburan akhir selesai, permukaan yang akan dilas dipisahkan, elemen pemanas dikeluarkan dari zona pengelasan. Permukaan yang akan dilas dekat, mereka mulai menaikkan tekanan penjepitan secara merata ke nilai yang ditentukan. Jahitan harus tahan selama periode waktu tertentu di bawah tekanan tertentu. Selanjutnya, sambungan diperiksa kualitasnya dalam hal tinggi, lebar, dan tampilan burr.
Koneksi elektrofusi
Sambungan elektrofusi menahan tekanan hingga 16 atm.
Sambungan elektrofusi dibuat menggunakan kopling dengan elemen pemanas listrik tertanam. Dapat menahan tekanan hingga 16 atm. Jenis pengelasan ini secara ekonomi kurang menguntungkan daripada pengelasan butt, tetapi sangat diperlukan dalam kondisi peningkatan sesak, ketika penempatan mesin las besar menjadi tidak mungkin.
Sambungan dua pipa polietilen menjadi bagian lurus paling sering dilakukan menggunakan kopling elektrofusi sederhana, tee elektrofusi, tikungan sadel, dll.. Dengan penggunaan kopling listrik, pipa berdiameter kecil sering dipasang.
Teknologi pengelasan kopling elektrofusi
Pipa polietilen yang sudah disiapkan sebelumnya (persiapan termasuk menghilangkan lapisan permukaan, menghilangkan kontaminasi pada titik pengelasan) dan sambungan listrik diposisikan secara ketat di sepanjang satu sumbu. Hubungkan perangkat yang memasok arus. Elemen listrik yang tertanam dari kopling dipanaskan dan bahan di dekatnya meleleh, panas dipindahkan ke permukaan pipa polietilen, itu mulai meleleh dan meningkat, polietilen cair, dibatasi dalam ruang oleh diameter kopling listrik, menerima tekanan yang diperlukan untuk pengelasan. Selanjutnya, peralatan suplai dapat dimatikan, setelah waktu yang diperlukan untuk pendinginan telah berlalu, sambungan elektrofusi akan siap.
Peralatan makan kelas tinggi secara mandiri melakukan seluruh siklus pengelasan dan mencetak protokol. Sambungan elektrofusi kopling digunakan dalam pemasangan pipa gas, selain itu, pengelasan dengan alat kelengkapan dengan elemen pemanas tertanam digunakan selama pekerjaan perbaikan, pengikatan ke pipa yang ada dan bekerja dalam kondisi sempit. Prosedur pengelasan selongsong elektrofusi untuk pipa polietilen besar mungkin memiliki tahapan tambahan (misalnya, pemanasan tambahan).
Flensa adalah jenis koneksi yang dapat dilepas yang paling umum. Pemasangan pipa polietilen dilakukan dengan bantuan busing untuk flensa yang dilas ke ujung pipa, dan tutup flensa logam. Koneksi ini paling sering digunakan saat memasang pipa polietilen. Di tempat yang sama di mana koneksi flensa praktis tidak mungkin (untuk pipa 50 mm atau kurang), sambungkan pipa dengan, dll. Fitting kompresi banyak digunakan baik saat menghubungkan satu sama lain, dan saat menghubungkan polietilen dengan pipa yang terbuat dari bahan lain. Contohnya adalah penggantian bagian pipa baja yang aus dengan pipa polietilen.
Tambahkan situs ke bookmark
Pipa harus memiliki diameter dan ketebalan yang sama. Permukaan yang akan dilas dikerjakan dengan mesin untuk membuat kontak yang rapat . Setelah itu, ujung-ujungnya dipanaskan hingga mencapai suhu leleh. Cermin pemanas dilepas dan ujung pipa dihubungkan di bawah tekanan. Sambungan yang dihasilkan dibiarkan tidak bergerak sampai benar-benar dingin. Pemasangan diperbolehkan jika ketidaksesuaian sumbu tidak lebih dari 10% dari ukuran ketebalan dinding pipa.
Jika ada kesempatan untuk melihat atau belajar dari master yang berpengalaman, maka ini harus dilakukan. Ada banyak video di Internet tentang hal ini. Setiap metode membutuhkan sikap bertanggung jawab terhadap proses pengelasan. Anda akan menemukan bahwa lebih mudah dan lebih dapat diandalkan untuk bekerja dengan materi baru. Pipa polietilen melayani untuk waktu yang lama, tetapi jika Anda perlu mengubah pipa atau koneksi tambahan, maka pemasangan bagian polietilen dengan tangan Anda sendiri dapat dilakukan dalam kondisi sempit.