В самых различных сферах деятельности, где предусмотрена прокладка трубопроводных коммуникаций стали достаточно часто использовать ПНД трубы, которые считаются наилучшей альтернативой металлическим трубам: имеют аналогичную прочность, отличаются продолжительным сроком эксплуатации. При этом изделия из ПНД имеют огромное преимущество перед металлическими: они имеют гораздо меньшую массу, соответственно с ними легче осуществлять монтажные работы. Сварка пнд труб может осуществляться множеством вариантов, изучив особенности данного процесса, можно вполне с ним справиться своими руками.
Сварка пнд труб предполагает следующие виды соединений:
- Разъемные, которые в период эксплуатации можно демонтировать. Для соединений данного типа применяются фланцы из стали.
- Неразъемные соединения – демонтаж сваренных трубопроводов в эксплуатационный период не предусмотрен.
Второй вариант соединения может осуществляться по двум технологиям: стыковая сварка полиэтиленовых трубопроводов, сваривание труб из полиэтилена с использованием муфт.
Укладка трубопроводных коммуникаций крупного диаметра, выполняется с применением терморезистивных фитингов, стыковым оборудованием для сварки. При использовании любого варианта получается достаточно надежное монолитное соединение.
Применяемое оборудование
Для выполнения соединения полиэтиленовых образцов предназначен специальный станок для сварки пнд труб, который может быть разной модификации. Выбор оборудования основывается на таких параметрах: толщина стенок, диаметр используемых труб. В результате это может быть:
- ручной сварочный инструмент;
- специализированный сварочный станок для трубопроводов большого диаметра;
- дополнительные устройства.
Ручной инструмент
Ручным сварочным инструментом возможна сварка труб пнд своими руками, но изделий малого диаметра. Любая модель инструмента предусмотрена для соединения изделий, диаметр которых соответствует установленному диапазону производителем.
Такие аппараты также подразделяются на две основные категории:
- станок сварочный ручной для выполнения сварки встык под давлением;
- сварочный инструмент ручной для сваривания изделий в раструб.
Устройства, предназначенные для раструбного соединения, производятся для образцов, диаметр которых находится в пределах 2-11 см. Они покрываются специализированным антипригарным составом. В комплектацию оборудования входят:
- монтажный инструмент;
- нагреватели, разные насадки;
- струбцина – подставка под прибор;
- металлический ящик, предназначенный для хранения комплектующих элементов аппарата.
Сварочные агрегаты, предназначенные для стыковой работы, применяются для изделий пнд, диаметр которых находится в пределах 2-30 см. Они имеют незначительную массу, достаточно удобны в применении (нагревательные платы меняются легко и быстро).
Сварочный инструмент для труб большого диаметра
Инструменты для сварки труб пнд, диаметр которых в пределах 30-40 см, называют сварочными машинами. При помощи таких аппаратов производится высококачественное соединение толстостенных полипропиленовых образцов большого диаметра.
Оборудование предназначено для выполнения следующих вариантов сварки:
- стыковая;
- электромуфтовая.
- в раструб.
Подразделение по принципу работы:
- с гидравлическим приводом;
- с механическим приводом;
- с программным управлением для стыковой сварки.
Несмотря на широкий выбор сварочного оборудования низкого давления для труб из полиэтилена, среди них есть и универсальные, которые применимы для трубопроводов любого диаметра. Аппараты подобного типа предоставляют возможность выполнять в кратчайшие сроки довольно большое количество соединений. Все модели сварочных инструментов для изделий из полиэтилена имеют приблизительно одинаковый комплект основных деталей.
Таблица сварки
Дополнительным инструментом для выполнения правильного, высококачественного соединения трубопроводов ПНД существуют различные таблицы сварки. Они определяют необходимые параметры изделий для сварки, температурный режим, механические свойства, временной период плавления/охлаждения изделий.
Все эти моменты при выполнении работ обязательно необходимо учитывать, так как их выполнения будет зависеть надежность, прочностные характеристики сваренных трубопроводных коммуникаций.
Таблица временных интервалов сваривания изделий показывает не только время проведения работ, но под какие диаметры изделий оно характерно.
Сварка встык
Стыковая сварка пнд труб предназначена для образцов диаметром более 5 см. Для этого предназначен специальный сварочный агрегат.
Принцип сваривания изделий: торцы труб предварительно нагреваются, после чего под давлением соединяются. Расплавленный пластик формирует монолитное соединение, не уступающее по прочностным характеристикам цельному изделию.
Сварку труб пнд встык вполне можно выполнить самостоятельно. Перед выполнением сварочных работ необходимо надежно закрепить концы изделий в фиксаторах агрегата, только после этого можно подводить нагревающую плиту.
После достаточного нагревания пластика, то есть до температуры плавления, плитка убирается, и под определенным давлением прижимаются трубы. Когда шов полностью остынет, можно извлекать изделия из фиксаторов сварочного оборудования.
Особенности процедуры соединения:
- Данный вариант сваривания можно применять для труб одинакового диаметра, фитингов.
- Толщина стенок изделий должна быть более 5 мм.
- Диффузную сварку рекомендуется выполнять лишь тогда, когда температура воздуха окружающей среды не менее 15 градусов и не более 45 градусов с плюсом.
- Сварка трубопровода пнд считается очень экономной, так как применяемый для данного типа материала сварочный станок потребляет электроэнергии в сравнении с оборудованием, предназначенным для сваривания металлических труб, намного меньше.
Устройство для ПНД сварки можно купить в строительном магазине, но если предполагаются разовые работы, то можно его взять напрокат. Большинство строительных фирм предоставляют такое оборудование на определенный период в аренду.
Электромуфтовая сварка
Соединения, сделанные электромуфтовой сваркой труб, переносят 16 атмосфер силы давления. В данном случае используются муфты, оснащенные электронагревательными компонентами. Такой вид сварки еще более экономный в сравнении со стыковой, он предоставляет возможность осуществлять работы в наиболее труднодоступных участках трубопроводных систем, на которых нет возможности для расположения крупногабаритного инструмента.
Перед муфтовой сваркой сначала производится подготовка отдельных труб: они в первую очередь очищаются от различного рода загрязнений.
Принцип работы: муфта, присоединенная к трубам, нагревается сварочным агрегатом, концы труб при этом расплавляются. В результате внутреннее давление увеличивается и получается прочная запайка. После полного охлаждения трубопроводную систему можно эксплуатировать.
Чаще всего электромуфта используется:
- при прокладке газовых систем;
- в случае выполнения ремонтных работ;
- при врезке в трубопроводную систему добавочных компонентов.
Электромуфтовая сварка не является сложной процедурой, единственный нюанс – это при работе с изделиями крупных размеров необходим дополнительный разогрев.
Особенности проведения работ
- При сваривании полиэтиленовых образцов достаточно важно контролировать силу давления. Оно не должно превышать допустимое значение по сварочной технологии, иначе соединение может получиться недостаточного качества, в результате чего значительно ухудшатся эксплуатационные свойства трубопровода.
- Также важно, чтобы не была сила давления и слишком малой, так как соединение будет занимать большое количество времени.
- Запрещается в момент сцепления сдвигать с места изделия, так как это может привести к плохой герметичности соединения.
Для выбора оптимального параметра силы давления можно воспользоваться специальными таблицами сварки.
Все работы рекомендуется выполнять с первого раза. Это, конечно же, приходит с опытом, как и производительность. Поэтому при выполнении сварочных работ самостоятельно рекомендуется предварительно потренироваться на ненужном (бракованном материале).
Для создания любых ПЭ-трубопроводов необходимо крепеление труб друг с другом. Для того, чтобы облегчить эту задачу в нашей статье представлена технология сварки полиэтиленовых труб. Такие трубы можно соединять при помощи стыкового метода или же электромуфтовой сваркой. Как сварное, так и электросварное крепление полиэтиленовых труб достаточно прочно, имеет необходимую герметичность и стойкость к разрушающим внешним воздействиям на протяжении всего срока службы трубопровода.
Если вас больше интересует необходимое для этого оборудование, рекомендуем ознакомиться со статьей « ».
Подготовка оборудования к сварке
Процесс сваривания труб из полиэтилена низкого давления состоит из подготовительных мероприятий (они идентичны для всех видов сварочных установок), собственно сварки и заключительных операций. Подготовка к сварке:
- Обустраивается площадка, где будет происходить сварка, на нем размещается сварочное оборудование.
- Подготавливаются все необходимые трубы, фитинги и другие соединительные элементы.

- Происходит соединение и центрирование труб и фасонных изделий (фитингов).
- Осуществляется обработка торцов труб и деталей механическим способом.
Совет от профессионала:
Подготовительные операции сварочного аппарата должны осуществляться качественно, с четким следованием инструкции изготовителя оборудования. Тогда станок для сварки прослужит долго, наилучшим образом выполняя сварочные работы. Целесообразно заносить данные о проверке оборудования в журнал производственных работ.

Сварочный аппарат располагают на специально организованном месте, освобожденном от посторонних предметов, куда предварительно доставлены полиэтиленовые трубы. Перед началом работ, до подключения оборудования к электросети, оно должно быть осмотрено и подготовлено:
- визуальный осмотр узлов сварочного аппарата;
- проверка изоляции электропроводов и заземлителей;
- заправка электрического генератора топливом и тестирование его работоспособности контрольным включением;
- определение уровня масла в гидросистеме сварочного станка;
- испытание исправности передвижного зажима;
- проверка степени затачивания ножей торцевателя;
- диагностика контрольно-измерительных приборов;
- подготовка зажимов и редукционных вкладышей, которые требуются для сваривания труб имеющегося диаметра;
- смазывание трущихся соединений и поверхностей сварочного оборудования составами, рекомендованными производителем оборудования;
- очищение нагревателя, торцевателя и скребка от загрязнений и следов полиэтилена, обезжиривание поверхностей с помощью хлопчатобумажной ткани, смоченной растворителем.
Технология сварки полиэтиленовых труб
Сварочный процесс методом встык

Посредством нагревательного элемента сварочного аппарата торцы труб или свариваемых деталей подвергаются разогреванию до вязкотекучего состояния полиэтилена. Далее нагреватель удаляется, и торцы соединяются под давлением.
Технология сварки полиэтиленовых труб состоит из нескольких этапов:
- оплавление труб и фитингов – по завершении процесса образуется первичный грат;
- нагревание торцов деталей до определенной температуры – тепловое воздействие проникает вглубь материала, при этом давление практически равно нулю, потому как необходимо обеспечить лишь контакт нагревательного элемента и торцов труб;
- технологическая пауза (удаление нагревателя) – из зоны сваривания удаляется нагревательный элемент аппарата, после чего следует соединение свариваемых поверхностей;
Совет от профессионала:
Технологическая пауза во время сварки ПЭ труб стыковым методом должна быть как можно менее продолжительной, чтобы исключить снижение температуры торцов свариваемых частей, а также не допустить попадания пыли и загрязнений, которые негативно влияют на качество готового соединения.
- сваривание встык – во время сварки формируется окончательный грат, а также молекулярные связи, определяющие однородность и прочность соединения;
- охлаждение – обеспечивает осадку стыка, который приобретает при этом максимальную прочность, этап нужен для исключения образования напряжений или ударов, способных нарушить прочность сварного шва.

Сварочный процесс с электромуфтами

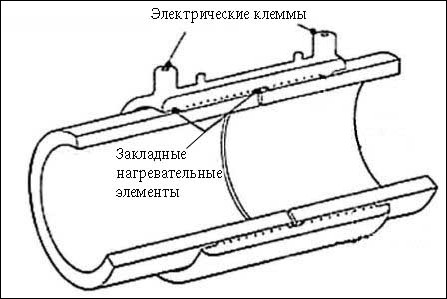
Сварка полиэтиленовых труб возможна также и с помощью деталей с электроспиралью. О том, как сваривать полиэтиленовые трубы методом закладывания электронагревателя, описано ниже.
В детали, которые необходимо соединить сваркой, закладывается проволока из металла в виде спирали. Установка для сварки нагревает и расплавляет полиэтилен в местах, где элементы будут соединяться – муфты, переходы, отводы и пр. Это возможно за счет выделения тепла, которое образуется в результате протекания электрического тока по спиралям. После сваривания элементов следует естественное охлаждение. Сварка с закладными электронагревателями основывается на явлении диффузии, то есть на взаимном проникновении молекул контактирующих поверхностей друг в друга при их нагревании. После остывания соединенных элементов получается прочный, крепкий сварной шов.

самый современный метод для соединения этого материала. В основном он применяется для монтажа систем водоснабжения и отопления. ПНД отличается от других материалов тем, что не подвержен коррозии и имеет хороший показатель химической стойкости. Этот материал долговечен, экологически чист, достаточно прочен. В основном он предназначен для работы в температурных условиях в пределах 40-50 градусов, что вполне достаточно для частных нужд.
Преимущества полиэтиленового материала
Этот материал во многом отличается от привычных металлических труб. Основные его преимущества заключаются в следующем:
простой монтаж;
низкий вес;
не поддаются коррозии;
долговечные;
не подвержены воздействию микроорганизмов;
низкая цена.
Все это и повлияло на их широкую популярность. Тем самым они практически полностью заменили чугунные и металлические трубы.
Какими способами можно варить трубы?
Варить полиэтилен довольно легко и беспроблемно. Он обладает низким уровнем вязкости во время плавления. Применяется 3 способа соединения ПНД:
электромуфтовый метод.
в раструб;
Рассмотрим каждый из приведенных методов более подробно.
Сварка в раструб
Это самый простой способ соединения полиэтиленовых труб. Несмотря на свою простоту, он достаточно надежный. В основном он используется тогда, когда требуется наружная прокладка системы водоснабжения либо в случае с извилистым внутренним водопроводом. При этом используется стандартное сварочное оборудование.
Электромуфтовый метод
Этот способ применяется в местах с трудным доступом. Для работы требуются закладные нагреватели. Применим он для материала диаметром от 20 мм. Нагрев материала в местах соединения осуществляется при помощи металлической проволоки спиралевидной формы. Она вставляется в фитинг, затем на неё подается ток, и происходит плавление. В этот момент происходит тепловое расширение труб, установленных в фитинг, и появляется прочное соединение, отличающееся высокой герметичностью.
Сварка пнд по данному методу может быть осуществлена различными приборами, работающими как по ручному принципу, так и в автоматическом режиме. Всё зависит от условий, в которых планируется его использование.
Сварка встык
Этот способ аналогичен первому, и технология работы с ним практически идентична. Основное отличие в том, что применяется меньший нагрев и время, необходимое для него, ниже. Сварка встык - основной способ неразъёмного соединения ПНД с минимальным диаметром в 50 мм. Для меньшего диаметра данный метод не рекомендуется, так как будет сложно достичь прочного соединения, и плюс ко всему - произойдет сужение внутреннего прохода трубы.

Сваривание происходит следующим образом. Каждый конец трубы нагревается сварочным аппаратом до тех пор, пока они не станут вязкими. Затем торцы соединяются между собой, их надо несильно придавить и держать до полного охлаждения. В результате получается самое прочное соединение. Именно поэтому данная методика применяется чаще всего любителями и профессионалами. Аппарат для соединения ПНД по данному методу называют сварочным зеркалом. Преимущества стыкового метода:
Возможность работы при разных температурах.
Низкий расход электроэнергии при монтаже.
Удобный и простой монтаж.
По методу сварки встык возможно соединение ПНД даже при температурах от -15 до +45 градусов. Это дает возможность производить беспроблемный поверхностный монтаж практически в любое время года.
Перед началом работ
Прежде чем приступить к соединению, необходимо произвести подготовку, причем независимо от того, по какому методу оно будет проводиться. В первую очередь необходимо нарезать трубы на куски необходимой длины. Для этих целей может быть использовано специальное приспособление – труборез. Далее все концы нарезанного материала надо обезжирить и очистить от грязи.
Обязательно должно проводиться торцевание каждой трубы. Она закрепляется в сварочном аппарате, и с помощью резцов происходит обработка её концов. Затем концы заготовок сводятся между собой, между ними не должно быть зазоров. Далее начинается процесс сварки.
Устройство для сварки
Сварочные аппараты для ПНД могут отличаться по форме рабочей части. Она бывает двух видов: плоская и стержневая.Обычно применяется стержневой вариант - он отлично подходит для работы в труднодоступных местах. Мощность подбирается в зависимости от диаметра трубы. Так, например, для труб диаметром 50 мм потребуется около 500 Вт.
Но большее значение имеет насадка. Она может иметь покрытие двух типов – тефлон и металлизированны й тефлон. В последнем случае прочностные характеристики значительно выше, а значит, аппарат прослужит дольше. Но и насадка с тефлоновым покрытием тоже способна прослужить долго, если с ней обращаться бережно. В конечном счете аппарат подбирается в зависимости от того, какой метод сварки планируется использовать.
(полиэтилен низкого давления) открылись новые возможности в строительстве трубопроводов своими руками. Эти трубы могут эксплуатироваться при номинальном давлении ниже 10 атмосфер в диапазоне крайних температур от -60 до +40 градусов по Цельсию. И без давления - до +60 градусов по Цельсию. Их кладут и снаружи, и внутри проштробленных стен, закрывая сверху плиткой, или просто красят. К плюсам данного вида трубопровода относится то, что он не ржавеет, практически не скапливает отложений различного характера. Подходит как для горячего, так и для холодного водоснабжения. ПНД своими руками вполне может производить один человек, благодаря тому, что они имеют небольшой вес. В зависимости от функционального назначения, соединения труб ПНД подразделяются на:
Трубы ПНД могут эксплуатироваться при номинальном давлении ниже 10 атмосфер в диапазоне крайних температур от -60 до +40 градусов.
- неразъемные (их разборки в процессе эксллуатации не требуется);
- разъемные (можно разбирать в процессе эксплуатации).
Неразъемное производится при помощи сварки электрофузионной муфтой или посредством стыковой сварки, разъемное (фланцевое) соединение осуществляется стальными фланцами.
Монтаж полиэтиленовых труб большого диаметра своими руками чаще выполняется сваркой встык или при помощи терморезисторных фитингов. Полученное соединение является монолитным и, соответственно, наиболее надежным (за счет отсутствия резиновых уплотнительных колец с ограниченным сроком службы).
Монтаж пластиковых труб ПНД, их соединение своими руками
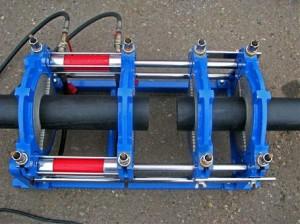
Стыковая сварка своими руками
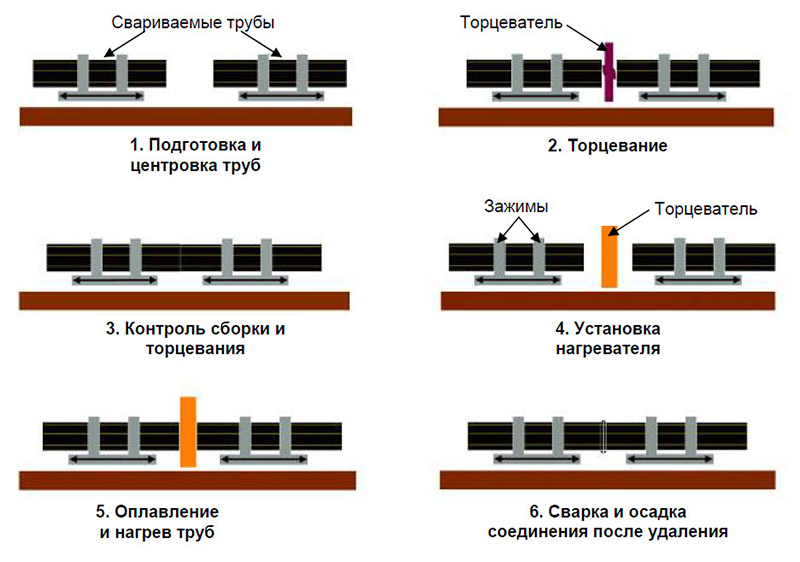
Схема пайки труб ПНД при помощи сварочного зеркала
Стыковая сварка - это технологически сложный процесс, он требует специального сварочного оборудования и высокой квалификации сварщика. Но не требует дополнительных деталей, чем, в данном случае, значительно упрощается процесс монтажа. Качественная сварка встык должна быть выполнена одним сварным швом, благодаря чему обеспечивается равная его прочность с остальной частью трубы. Сварка нагретым инструментом встык используется как для соединения полиэтиленовых труб между собой, так и с соединительными деталями.
Монтаж посредством стыковочной сварки является наиболее эффективным и универсальным способом! При использовании стыковой сварки по всей длине трубопровода сохраняется присущая полиэтилену гибкость. Эта процедура не создает никаких проблем, независимо от того, предусмотрена проектом укладка трубопровода традиционным способом или открытая укладка труб, или бестраншейная реновация, т.к. можно даже на поверхности земли соединить участок монтируемого трубопровода, уложив затем его в траншею.
Технология сварки встык нагретым инструментом

Нагревательный инструмент с антипригарным покрытием
Концы нужно установить в центраторе машины стыковой сварки. После того, как они выровнены и зафиксированы, торцы труб очищают чистой х/б салфеткой от грязи и пыли, затем свариваемые поверхности обрабатывают механически при помощи торцующего устройства. Когда получается равномерная стружка толщиной не более 0,5 мм, торцовку прекращают, устройство извлекают и проверяют рукой взаимную параллельность торцов. Если между свариваемыми поверхностями обнаруживается зазор, который превышает допустимое значение, операцию торцовки повторяют.
Далее нагревательным инструментом с антипригарным покрытием производят нагрев торцов свариваемых труб. После завершения оплавления торцов свариваемые поверхности разводят, нагревательный элемент извлекается из зоны сварки. Свариваемые поверхности смыкают, начинают равномерно поднимают давление прижима до установленного значения. Шов нужно выдержать заданный промежуток времени под заданным давлением. Далее соединение проверяется на качество по высоте, ширине и внешнему виду грата.
Электромуфтовое соединение
Электромуфтовое соединение выдерживает до 16 атм давления.
Электромуфтовое соединение выполняется при помощи муфты с закладными электронагревательными элементами. Оно выдерживает до 16 атм давления. Данный вид сварки экономически менее выгоден, чем стыковая, но незаменим в условиях повышенной стесненности, когда размещение габаритного аппарата для сварки становится невозможным.
Соединение двух полиэтиленовых труб в прямолинейный участок чаще всего производят с помощью простой электромуфты, также применяются электрофузионные тройники, седловые отводы и др. С применением электромуфт часто производится монтаж трубопроводов небольшого диаметра.
Технология сварки элетрофузионной муфтой
Заранее подготовленные полиэтиленовые трубы (подготовка включает снятие поверхностного слоя, удаление загрязнения в местах сварки) и электромуфта позиционируются строго по одной оси. Подключают аппарат, подающий ток. Нагреваются закладные электроэлементы муфты и расплавляют близлежащий материал, нагрев передается к поверхности полиэтиленовой трубы, она начинает плавиться и увеличиваться, расплавленный полиэтилен, ограниченный в пространстве диаметром электромуфты, получает требуемое давление для сварки. Далее питающая аппаратура может быть отключена, по истечении времени, которое необходимо для остывания, электромуфтовое соединение будет готово.
Питающая аппаратура высокого класса самостоятельно проводит весь цикл сварки и распечатывает протокол. Муфтовое электрофузионное соединение применяется при монтаже газопроводов, кроме того, сварка фитингами с нагревательными закладными элементами используется при ремонтных работах, врезках в действующие трубопроводы и работах в стесненных условиях. Процедура сварки электрофузионной муфтой полиэтиленовых труб больших размеров может иметь дополнительные стадии (например, дополнительный подогрев).
Фланцы - наиболее распространенный вид разъемных соединений. Монтаж полиэтиленовых труб производится с помощью втулок под фланцы, привариваемых к торцам трубы, и накидных металлических фланцев. Данные соединения чаще всего применяются при установке полиэтиленовых трубопроводов. Там же, где фланцевые соединения практически невозможны (для труб 50 мм и менее), соединяйте трубы посредством , и пр. Компрессионные фитинги широко применяют как при соединении между собой , так и при соединении полиэтиленовых с трубами из другого материала. Пример, замена изношенного участка стального трубопровода на полиэтиленовую трубу.
Добавить сайт в закладки
Трубы должны быть одного диаметра и толщины. Свариваемые поверхности обрабатываются для создания плотного контакта . После этого торцы нагреваются до температуры плавления. Нагревательное зеркало удаляется, и торцы труб соединяются под давлением. Полученный стык оставляют неподвижным до полного остывания. Монтаж допускается при несовместимости осей не более 10% от размера толщины стенки трубопровода.
Если есть возможность посмотреть или поучиться у опытного мастера, то это обязательно нужно сделать. В интернете можно посмотреть много видеороликов на эту тему. Каждый способ требует ответственного отношения к процессу сварки. вы убедитесь, что с новыми материалами работать проще и надежнее. Полиэтиленовые трубы служат долго, но если и понадобится изменение трубопровода или дополнительные подключения, то монтаж полиэтиленовых деталей своими руками можно осуществить и в стесненных условиях.