Эпоха стальных и чугунных трубопроводов постепенно уходит в прошлое. Сегодня для бытовых целей используют трубы из пластика, в частности, полипропиленовые. Одним из несомненных их достоинств является то, что они достаточно легко монтируются. То есть, для того чтобы собрать трубопровод необязательно прибегать к помощи профессионалов. Но если домашний мастер захочет самостоятельно собрать систему водопровода или отопления, то ему придется освоить такой процесс, как сварка полипропиленовых труб. Благо, что научиться их сваривать намного проще, чем металлические, а оборудование для сварки полипропиленовых труб стоит дешевле, чем сварочный аппарат.
Сегодня многие сталкиваются с необходимостью установки новых полипропиленовых труб. Кому-то требуется заменить отслужившее свое трубы из металла, кто-то обустраивает дачу или загородный дом, монтируя там водопровод, отопление и канализацию.
Полипропиленовые трубы имеют множество преимуществ перед стальными. Во-первых, они стоят дешевле, во-вторых, собрать трубопровод можно и своими силами, в-третьих, трубы из пластика долговечнее стальных, поскольку не подвержены коррозии.
Можно выполнить соединение труб без паяльника с использованием специального клея или герметика. Чтобы такая холодная сварка была качественной, нужно равномерно наносить клеевой состав. Если клей в тубах, то рекомендуется использовать специальный пистолет.
Но все же при сварке соединения получаются более надежными и чаще выполняют именно их. Тем более что сварка полипропиленовых труб своими руками – процесс довольно простой, его легко освоит любой домашний мастер.
Инструменты для сваривания труб из полипропилена
Если решено монтировать трубопроводы, используя пропиленовые трубы – сварка его отдельных элементов может быть произведена домашним мастером самостоятельно. Но для осуществления этой работы придется приобрести инструмент для сварки полипропиленовых труб.
Совет! Если запланировано выполнение разовой сварочной работы, то можно не тратиться на приобретение аппарата для сварки. Наборы для сварки полипропиленовых труб можно взять и напрокат.
Как правило, соединение ПП труб осуществляется методом диффузионной сварки. Основа процесса – нагревание до температуры плавления концов свариваемых деталей и их соединение в горячем виде. После застывания образуется монолитный шов.

Для разогревания деталей используется утюг для сварки полипропиленовых труб, работающий на электричестве. Прибор для сварки довольно компактен, поэтому его легко перевозить.
Кроме того, небольшой вес аппарата дает возможность производить сварку по месту установки труб, если это необходимо. Прибор оснащен регулятором температуры, кроме того, в комплект поставки входят насадки для сварки полипропиленовых труб – комплект разного диаметра.
Используемые насадки
Для того чтобы было осуществлено соединение полипропиленовых труб, в комплект поставки включены насадки разного размера. Их использование позволяет производить сваривание труб, отличающихся по диаметру.
Назначение насадок – нагревание наружной или внутренней поверхности свариваемой детали. Как правило, стандартный комплект, включает насадки с диаметром от 16 до 40 мм. Если необходимо осуществить сварку полипропиленовых труб большого диаметра, комплект можно пополнить, купив насадки отдельно.
Как правило, насадки имеют специальное покрытие из тефлона, благодаря которому разогретые детали лучше снимаются и не прилипают. Насадки состоят из двух элементов:
- Элементы с отверстием используются для вставки в них труб.
- Элементы, имеющие буртик, используют для надевания на них фитинга.

Таким образом, при включении машинки происходит одновременное разогревание внутренней детали трубы и наружной детали фитинга. Закрепить нужную насадку на станок несложно, для этого используются болты, идущие в комплекте к аппарату.
Труборезы
Чтобы шов получился хороший, инструкция по сварке полипропиленовых труб предписывает, чтобы соединение отдельных деталей производилось строго под прямым углом. Быстро и точно разрезать их на нужные отрезки поможет специальное приспособление – труборез.
Разрезать можно и при использовании ножовки по металлу, но без использования труборезов получить точный срез намного труднее.
Дополнительные инструменты
Если домашний мастер приобрел прибор для сваривания и труборез, то для качественного осуществления процесса сварка потребуется совсем небольшой набор инструментов:
- Рулетка для отмеривания отрезков.
- Уровень для контроля горизонтальности их размещения.
- Шаблоны для вырезания отверстий, если сеть имеет ответвления.
- Маркер или обычный карандаш для нанесения меток.
Технология сварки полипропиленовых труб несложная. Сварка полипропиленовых труб по инструкции проходит в три стадии:
- Одновременный нагрев обеих деталей, которые будут соединены.
- Снятие деталей с насадок и их соединение в единую конструкцию.
- Остывание расплавленного пластика и образование монолитного шва.

- Для того чтобы сварка ПП труб была выполнена качественно, свариваемые поверхности следует хорошо подготовить. А именно: очистить от грязи и пыли, и обязательно провести обезжиривание. Последнее условие почему-то часто игнорируется домашними мастерами, а ведь от выполнения этой небольшой операции зависит качество шва.
- Перед нагреванием необходимо торец трубы и фитинга обезжирить. Какой раствор стоит использовать? Лучше всего, спирт. Протирка позволит удалить мелкую крошку, образованную в процессе разрезания, которая, как абразив, будет действовать на насадку паяльника, разрушая ее тефлоновое покрытие.
- Насадки непосредственно перед установкой рекомендуется протереть спиртом. Это несложная операция поможет исключить вероятность прилипания пластика к поверхности насадки и необходимость его механического удаления.
- Если выполняется раструбная сварка, то обязательной операцией является и нанесение разметки глубины посадки трубы. Дело в том, что используемые фитинги могут иметь разную глубину сварного соединения, поэтому перед началом разогревания нужно замерить эту глубину, используя обычную линейку или штангенциркуль. Если не сделать разметку, то существует высокий риск совершить ошибку во время введения трубы в отверстие соединительного фитинга. При слишком глубоком введении будет сужено внутреннее сечение трубы, что приведет к уменьшению ее пропускной способности. При недостаточно глубоком введении, прочность соединения будет снижена.
Совет! Глубину посадки многие профессионалы определяют на глаз, но этот навык можно приобрести, только имея немалый опыт работы. Поэтому начинающему мастеру стоит потратить время на выполнение разметки.
- Если сварка ППР труб осуществляется в горизонтальной плоскости на рабочем столе, то с работой легко справиться и один человек. Однако во время монтажа часто возникает необходимость произвести сваривание деталей по месту их установки, причем, положение сварки может быть довольно неудобным. Компактные сварочные аппараты для труб из полипропилена позволяют выполнить и такую сварку, однако мастеру потребуется помощник.

- Когда соединяются ПП трубы - сварка должна производиться максимально аккуратно. Нужно строго выдерживать время нагрева (информация о времени разогрева труб различных диаметров есть в паспорте прибора, так как это время зависит от мощности используемого паяльника). При недогреве деталей герметичного соединения получить не удается, а если передержать их на греющих насадках, то возможно образование наплывов внутри трубы, то приведет к сужению ее внутреннего диаметра.
- Детали, снятые с греющих насадок следует быстро соединить, учитывая глубину посадки. При этом нельзя делать вкручивающих или покачивающих движений. Время на выполнение корректировки соединения сильно ограничено, в распоряжении монтажника не более 2-3 секунд. Поэтому следует стараться сразу максимально точно соединить детали.
- После выполнения соединения не менее важно верно выдержать время застывания сваренного шва. Оно зависит от диаметра используемых труб и температуры окружающего воздуха. Чтобы не допустить моментального застывания пластика, сварку труб из полипропилена никогда не производят при слишком низких температурах, в помещении должно быть не менее 10-15 градусов тепла.
Если домашний мастер не имеет опыта соединения труб из полипропилена с помощью сварки, ему стоит самым тщательным образом изучить инструкцию, которая прилагается к сварочному аппарату. Там имеются таблицы, в которых указано время нагревания и последующей выдержки, а также даны подробные рекомендации по сварочным работам. Не помещает и наглядно посмотреть, как производится сварка полипропиленовых труб – видео с подробным описанием процесса несложно найти на порталах, посвященных строительной тематике.
Эпоха водопроводных труб из металла уже давно позади. Такой материал, как полипропилен, а также технология сварки полипропиленовых труб стоят в наше время во главе угла, что касается устройства систем водопровода, отопления и т.д. в доме или квартире.
На рубеже столетий обитатели старых многоэтажек стали менять металлические трубы на пластиковые, которые в те времена еще были далеко несовершенны и теперь требуют очередной замены. Статистика свидетельствует, что сегодня свыше 70% трубопроводов выполняют из полипропилена.
По своей стоимости трубы из полипропилена дешевле металлических, при этом срок эксплуатации таких труб значительно выше, а количество требуемых усилий на их установку – несравнимо меньше. Помимо прочего, масса полипропилена наиболее низкая среди всех полимеров, и даже полиэтилена.
Данный факт, соответственно, влияет на снижение расходов по транспортировке материала, к тому же компактности материала можно добиться, вложив трубы меньшего диаметра в изделия с большим.
При желании сменить стояк или , не нужно спешить с вызовом мастера – вся работа может быть сделана самостоятельно, естественно, при наличии желания и свободного времени.
Работа с трубами из полипропилена
На сегодняшний день была разработана технология монтажа полипропиленовых труб, которая включает в себя сборку труб различных диаметров, а также все необходимые соединительные элементы, обводы, включения, крепежную и запорную арматуру.
Комплектация системы разработана таким образом, что позволяет сконструировать трубопроводную схему любой конфигурации и сложности. Единственный минус трубопроводов из полипропилена, да и тот косвенный – невозможность разъема при сварном способе соединения.
Поэтому технология соединения полипропиленовых труб ребует предельной собранности, чтобы не допустить ошибок в сборке.
Однако новичка в данном деле поджидает масса возможных оплошностей, связанных в основном с невнимательностью или спешкой. Перед сваркой элементов труб необходимо несколько раз удостовериться в правильности их расчетов и размеров.
Теперь касательно пайки – способа соединения полипропиленовых труб с фитингами и конструктивными деталями. Инструмент, с помощью которого осуществляют сварку, в народ называют паяльником. И хотя с точки зрения техники данное название некорректно, такой простой и понятный термин прижился и стал применяем даже в кругу профессионалов.
Процесс сварки труб из полипропилена выглядит следующим образом:
- сварочным аппаратом (паяльником) одновременно нагревают обе свариваемые детали;
- соединяют их;
- после непродолжительного времени остывания извлекают из аппарата уже готовое соединение.
Подобное сварное соединение обладает такой герметичностью и прочностью, что способно выдержать практически любое давление.
Сварочный аппарат для РР-R труб
В набор для сварки полипропиленовых труб, естественно, входит сварочный аппарат, который по своему устройству очень прост и незначительно отличается от конструкции обычного утюга, разве что своим дизайном .
Аппарат также состоит из терморегулятора, нагревательной плиты и ручки. Нагревательная плита имеет два отверстия, позволяющие крепление в ней сварных элементов.
Поскольку во время сварки труб из полипропилена обычно применяют саму трубу и какую-либо конструктивную деталь (фитинг), в которую вставляется труба, то и пара сварочных элементов (насадок) аппарата тоже внешне отличается.
Наиболее популярными трубами, которые применяют в домашних отопительных и водопроводных системах, считаются изделия с внешним диаметром 32 и 20 мм. Маркировка о диаметре имеется на каждом полипропиленовом изделии.
В стандартный комплект для сварки полипропиленовых труб входит, как правило, четыре пары сварных элементов, которые позволяют решать практически любые задачи – от 20-ти до 40 мм в диаметре.
Они покрыты тефлоновым напылением, что делает самостоятельное изготовление данного прибора невозможным. И даже если суметь выточить элементы на токарном станке, что не составит особого труда, при нагревании без тефлонового покрытия пластик будет прилипать к металлу.
Нюансы сварки труб из полипропилена

- Одним из основных требований , которое зачастую игнорируется, является обезжиривание поверхностей свариваемых элементов. Конечно, сварку можно производить и без него, однако качество соединения будет куда ниже.
Прежде чем начать процесс, торец трубы и внутреннюю поверхность фитингового элемента следует протереть спиртом. Это также способствует удалению мелкого абразива и частиц пыли с поверхности, которые негативно влияют на целостность тефлонового покрытия насадок сварочного аппарата.
Перед непосредственной установкой, поверхности насадок также требуют осмотра и обработки спиртом для предотвращения налипания расплавленного пластики, при последующем механическом удалении которого тефлон может быть поврежден.
- Разметка глубины посадки полипропиленовых труб является не менее важным моментом, который должен быть учтен во время сварки полипропиленовых труб.
Фитинги различного калибра предполагают разную глубину сварного соединения. Это значит, что глубину с помощью штангенциркуля или линейки.
При этом не будет совершена ошибка с введением трубы в отверстие соединяемого элемента глубже положенного. Иначе, может быть сужено сечение проходного отверстия или же вовсе запайка трубы.
Совет! Если вы хотите научиться тому, как правильно паять пластиковые трубы – видео в сети Интернет, либо инструкция, прилагаемая к сварочному аппарату, смогут вам помочь.
- Как правило, проведение разметки труб является весьма хлопотным занятием. Глубину посадки элементов профессионалы определяют на глаз, однако такой опыт возможен лишь впоследствии продолжительной практики и не для каждого.
Для облегчения задачи часто изготавливают специальное приспособление, которое позволяет не только облегчить процесс замеров, но и сэкономить время. Такое приспособление для трубы 20 мм в диаметре делают из отрезка трубы 32 мм в диаметре.
При глубине посадки 20 миллиметровой трубы в 15мм, необходимо отрезать от 32 миллиметровой трубы кольцо 15 мм в ширину. Кольцо может быть применено для точной отметки линии, означающей глубину посадки, что весьма удобно при надобности сварки большого числа элементов между собой.
Разметочное кольцо может быть модернизировано приклейкой пластикового или картонного дна, что сведет сложность процесса разметки до минимума. Подобные кольца могут быть изготовлены для полипропиленовых труб всех диаметров, кроме наибольшей.
Обычно на столе или полу. Но порой при сборке трубопровода возникает необходимость сварки труб на месте установки. Тогда без еще одной пары рук просто не обойтись.
Помощник при этом должен быть ознакомлен с тем, как правильно сваривать полипропиленовые трубы.
В процессе сварки труб из полипропилена ни в коем случае нельзя медлить. Нужно строго соблюдать время нагрева соединяемых элементов, которое указано в соответствующей таблице для каждого диаметра, в особенности, когда сварка производится на месте установки, и не представится возможности проверки качества соединения .
Наиболее распространенной оплошностью является перегрев деталей, вследствие чего происходит сужение сечения трубы.
Совет! При сварке труб по месту дислокации, одному человеку следует держать сварочный аппарат, а другому стыковать трубу и фитинг сперва с горячими сварными насадками, а после между собой. В одиночку не всегда выходит снять с паяльника одновременно и трубу, и фитинг. Что-то одно может остаться, и тогда помощнику следует незамедлительно помочь с извлечением.
Процесс сварки труб из полипропилена
- Включают сварочный аппарат. Индикатор кнопки включения должен светиться. Нагрев сварочного аппарата происходит в течение 10-30 минут в зависимости от температуры окружающего воздуха. Рабочая температура аппарата составляет 260 градусов. Если аппарат эксплуатируется впервые, после нагрева ему дают постоять в течение 5 минут, и только потом начинают сварку.
- Труба и фитинг одновременно вставляются в сварочную насадку по одной оси. Нагрев происходит в соответствии с таблицей и в зависимости от диаметра свариваемых элементов.
- После окончания времени нагрева фитинг и трубу снимают со сварочного аппарата и тут же соединяют, удерживая их неподвижно в течение указанного времени.
- Остывшее соединение свидетельствует о том, что сварка окончена, а детали можно использовать как единое целое.
Итак, статья на тему «трубы полипропиленовые: как установить и как осуществить сварку» окончена. Теперь при самостоятельном монтаже трубопровода у вас не должно возникнуть проблем.
Перед тем как мы приступим к описанию техпроцесса, который применяют при изготовлении труб из полипропилена , давайте немного изучим сам материал и изделия, которые получаются из него. Синтетический материал полипропилен уже получил большое количество положительных отзывов и похвал, благодаря своим положительным характеристикам.
Прежде всего, надо знать, что полипропилен – это синтетический материал, который получают в процессе полимеризации этилена и пропилена, выдерживая определенные количественные их соотношения. Производство полипропиленовых труб рассчитано на широкую область их применения для систем водоснабжения внутри зданий и сооружений. Такие трубы годны для подачи как горячей, так и холодной воды, их можно укладывать для обустройства подогреваемых полов и использовать в качестве разводки для отопительных приборов. Материал обладает высокопрочными свойствами и не подвержен коррозии, исключает образование отложений в виде ржавчины и известкового налета.
Если говорить о их долговечности, то трубы из полипропилена для отопления, могут служить более пятидесяти лет и эксплуатируемая из них система не потребует замены какой либо части, не будет необходимости в ее прочистке. Полипропилен способен гасить вибрацию, и трубы не будут производить повышенных шумов. Ко всем этим свойствам труб, нужно добавить еще и то, что они спокойно переносят последовательную цикличность оттаивания и замерзания, а их вес в десять раз меньше их металлических собратьев.
Линия для производства полипропиленовых труб.
Производство полипропиленовых труб в России начинают с того, что идет загрузка гранулированного сырья непосредственно в бункер экструдера, который вращается внутри другого цилиндра. Внутри этой установки находятся нагреватели, в виде колец, оснащенные датчиками температур. Датчики расположены по всей длине экструзионный бункера, что позволяет устанавливать и контролировать индивидуальную температуру для каждого участка в отдельности. Через эти контролируемые по температурному режиму участи и проходит проходит расплавляемая полипропиленовая масса, постоянно вращаясь.
После этого, уже превратившийся в пластичную массу, поток под высоким давлением выжимается в экструзионную головку, снабженную нагревателями кольцевого типа, для того чтобы поддерживать необходимую при формирования заготовок температуру. Именно на этом этапе производства полипропиленовых труб и применяется форма заготовки. Проход между внешней матрицей и формообразующим внутренним дорном, дает готовый полуфабрикат, которой затем проходит процесс калибровки, вакумной ванной, специально для этого предназначенной. Заготовка трубы через которую плавно протягивается. Создаваемое внутри давление приводит трубу к распиранию, прижимая к поверхности калибрующей формы.
Для того, чтобы в процессе вытягивания не нарушалась форма трубы и сохранились неизменными ее параметры, она попадает в охлаждающую ванну, которая оборудована ленточным и гусеничным аппаратами, имеющими пневматический прижим траков. Наступает момент, когда производство полипропиленовых труб и фитингов подошло к своей завершающей стадии, происходит их нарезка при помощи гильотнных и дисковых пил, согласно установленным размерам. Выбирают распиливающие устройства в зависти от диаметра трубы, которая ложится под лезвие.
Статьи по теме:
В процессе ремонта старый трубопровод все чаще заменяют полипропиленовыми трубами. Это обусловлено их износоустойчивостью, долгим сроком службы и несклонностью к коррозии. Простота и легкость монтажа дает возможность заменить водопровод, отопление или канализацию своими руками. Достаточно иметь специальный сварочный аппарат, комплект фитингов и сами трубы.
Как сваривать полипропиленовые трубы своими руками
Технология сварки полипропиленовых труб называется муфтовой, или раструбной. Соединение труб происходит не стык в стык, а с помощью фитингов – дополнительных проводников, которыми при температуре 260 градусов спаивают края труб.
Нарезка и обработка пластиковой трубы
При монтаже пластикового трубопровода возникает необходимость обрезать полипропиленовые трубы посередине или с концов, чтоб подогнать их по размеру и состыковать друг с другом. Существует несколько способов нарезки - для каждого требуется отдельный инструмент:
- Труборез аккумуляторного типа – представляет собой ножницы, снабженные электрическим приводом. Высокая скорость обрезки - их главное преимущество. На каждую трубу вы потратите около 5 секунд. Минус – ограничения в диаметре нарезаемой заготовки.
- Труборез роликового типа – принцип действия инструмента напоминает работу закаточного ключа для консервации. Срез инструментом получается ровным, без рваных краев. Им делают несколько оборотов вокруг трубы, потом подкручивают ролик из твердых сплавов и проворачивают еще несколько раз. Минус – невозможность применения, если труба прилегает вплотную к стене и ее нельзя снять.
- Профессиональные ножницы для разрезания труб из пластика – состоят из верхнего острого ножа и нижнего держателя. Пользоваться приспособлением легко – отметив нужную длину на трубе, кладете ее между лезвиями и обрезаете. Край будет ровный, без крошки и обрывков.
- Электрический лобзик – способ удобный, но может дать небольшой скос, поэтому трубку режут, несколько раз проворачивая.
- Болгарка любой мощности – обрезают пластик, не оказывая сильного давления, используют диск по металлу.
После обрезки торец полипропиленовой трубы обрабатывают шлифовальной шкуркой, чтобы удалить все возможные заусенцы и зацепки.
Как подготовить сварочный аппарат
- Сварочный аппарат должен быть установлен на специальной подставке – струбцине.
- Убедитесь, что контактные поверхности аппарата не имеют загрязнений. Если на них прилипли лишние частицы или пыль – тефлоновый слой очистите грубой тканью, смоченной в спирте.
- На датчике температуры выставьте 260 градусов.
- Подсоедините аппарат для сварки к электросети и нажмите кнопку включения.
- Нагревание происходит не более чем за 15 минут, в зависимости от окружающей температуры воздуха.

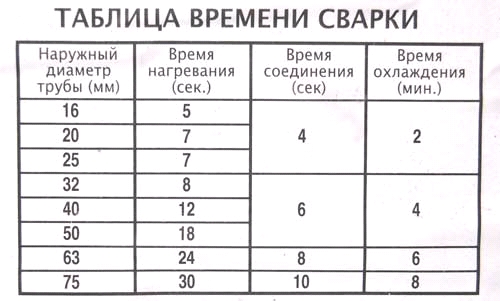
Температура пайки и время нагрева деталей. Таблица
После нарезки и разметки трубы готовы к сварке. Можно приступать к следующему этапу – нагреву деталей.
| Диаметр трубы, мм | Время нагрева, с | Время сварки, с | Время ожидания, мин. |
| 16 | 5 | 4 | 3 |
| 20 | 5 | 4 | 3 |
| 25 | 7 | 4 | 3 |
| 32 | 8 | 4 | 4 |
| 40 | 12 | 6 | 4 |
| 50 | 18 | 6 | 5 |
| 63 | 24 | 6 | 6 |
| 75 | 30 | 8 | 8 |
| 90 | 40 | 8 | 8 |
| 110 | 50 | 10 | 10 |
| 160 | 80 | 15 | 15 |
Инструкция «Как правильно варить пластиковые трубы»
В начале работы определитесь, в каком месте будет смонтирован трубопровод. Предварительно составьте план, чтобы избежать сваривания узлов на весу или в труднодоступных местах. Гораздо легче собрать конструкцию из полипропиленовых труб на столе, чтобы потом, не прилагая особых усилий, закрепить ее в отведенном месте.
- Включить аппарат и разогреть его до рекомендованной температуры. Если его используете в первый раз - после нагревания подождите еще 5 минут перед началом рабочего процесса.
- В сварочную насадку одновременно вставьте фитинг и конец пластиковой трубы. Они должны быть размещены в одной плоскости. Учитывая диаметр трубы, добавляем температуру и держим указанное в таблице время.
- Когда элементы нагрелись, их вынимают из сварочного аппарата и моментально соединяют. Затем неподвижно удерживают в течение рекомендованного времени.
- Сразу после остывания трубопровод можно использовать по назначению.
После спайки узел проверяют на проходимость, продув его воздухом или пустив через него воду.
Видео урок «Пайка полипропиленовых труб»
Технология сварки труб из ПВХ полипропилена
Работа с полипропиленовыми трубами требует соблюдения некоторых рекомендаций. Правильно установленное соединение герметичное и выдерживает высокое давление.
Сварка при отрицательных температурах
Сложно получить хорошее качество сварки при низких температурах. Производители труб из полипропилена не рекомендуют проводить сварочные работы при температуре воздуха ниже +5 градусов. При температуре ниже 0 пластик становится хрупким, спайка может быть негерметичной. Это приведет к протечкам или разрыву трубопровода. В холодное время года место, где проводится сварка, прогревают – устанавливают палатку с тепловой пушкой.
Можно ли варить изделия разных производителей?
Изготовители пластиковых труб делают акцент на то, что полипропиленовые изделия разных торговых марок спаивать нельзя. Трубы и фитинги разного производства могут отличаться по нескольким параметрам:
- допуском на диаметры;
- скоростью размягчения;
- цветовыми оттенками.
Попытка совместить разные по техническим характеристикам материалы приводит к трудностям при монтаже и становится причиной брака всей конструкции.
Стыковая сварка изделий большого диаметра
При прокладке магистралей сварка пластиковых труб большого диаметра (от 63 мм) производится стык в стык. Данный способ базируется на нагревании и расплавлении торцов труб, и их последующем соединении с достаточным усилием.
Важно, чтобы концы заготовок были идеально ровными. Это дает возможность получить спайку максимальной прочности, неразъемную и способную работать под высоким давлением.

Раструбная пайка соединений фитинг-трубопровод
Полипропиленовые трубы диаметром до 40 см варят специальным прибором ручного типа. Состоит из центрирующего устройства и насадок для фиксации заготовок. Концы отрезанного участка трубы зачищают напильником или шлифовальной бумагой. Аппарат разогревают, в него загоняют детали будущего трубопровода и спаивают. Все движения делают быстро и четко, пока материал разогрет до нужного состояния.
Обратите внимание, что при раструбной, или муфтовой спайке наружный диаметр трубы должен быть больше внутреннего диаметра не разогретого фитинга.
После сваривания выдерживают время, отведенное на охлаждение, не двигают и не переворачивают элементы во избежание деформации.
Как варить армированные трубы (плюс видео инструкция)
Армированные трубы применяют в системах отопления, прокладке «теплого пола» и горячего водоснабжения. Перед тем, как приступить к работе с участием армированных полипропиленовых труб, его подготавливают – зачищают алюминиевый слой шейвером. Это необходимо для того, чтобы в процессе эксплуатации при соприкосновении с водой алюминиевая фольга не разрушалась и конструкция не давала протечек.
Фитинг имеет такой размер, в который может войти труба без верхних слоев.
Сварка пластиковых труб промышленным феном
Промышленный фен для сварки полипропиленовых труб используют в нескольких случаях:
- для соединения двух отрезков трубы;
- для изготовления фасонной детали;
- для монтажа колена из отдельных элементов.
При пайке пластика строительный фен снабжают отражателем – насадкой со специальным покрытием, к которому не будет прилипать расплавленный материал.
Установив фен на поверхности стола, настраивают его на минимальный поток воздуха. Насадку нагревают до определенной температуры и прижимают к ней торцы обеих пластиковых заготовок. Сразу после размягчения полипропилена трубы соединяют друг с другом.
В таком положении совмещенные детали держат до 30 секунд. Этого времени хватает, чтобы они слиплись и затвердели.
В результате сварки строительным феном соединение получается прочное и надежное.
Сварка труб в неудобном месте
На прямых трубных прогонах паять трубы значительно легче, чем в труднодоступных местах. Во избежание неприятных моментов в процессе монтажа системы трубопровода лучше всего собирать его на поверхности стола. Бывают случаи, когда спаять трубы нужно в неудобном месте – возле батареи, под потолком, у стены или на углах. При самостоятельном монтаже без еще одной пары рук не обойтись.
Приступать к сварке узла на весу можно, когда все элементы трубопровода собраны. Обычно она требуется при присоединении элементов конструкции к батареям, вводов водоснабжения. Тут обязательно нужен помощник, который будет удерживать сварочный аппарат, пока вы соединяете детали. Если напарник обладает определенными навыками, выполнять манипуляции можно по очереди.
Юлия Петриченко, эксперт
Все движения должны быть точными и быстрыми, а если появилось малейшее искривление – замените элемент. Важно соблюдать постоянную температуру, перегревание труб из пластика при соединении в местах с ограниченным доступом приводит к потере ими формы и проблемам с дальнейшим монтажом.
Видео «Как варить трубы полипропиленовые в труднодоступных местах»
Нюансы пайки полимерных труб своими руками
Существует масса моментов, которые следует учитывать при работе с полипропиленовыми трубами. Их несоблюдение приводит к снижению качества соединения фитингов и трубок, протеканию и закупорке системы.

8 ошибок при сварке пластиковых труб
- Отклонение от правил монтажа пп изделий. Если труба введена в фитинг не до упора и между их стенками образуется зазор, то обычные нагрузки для такого соединения могут оказаться слишком высокими, что неизбежно приведет к протечкам.
- Сильный нажим при соединении элементов. При введении расплавленного края трубы в фитинг давление должно быть минимальным. Прилагаемое чрезмерное усилие приводит к образованию оплыва пластика внутри трубы, ее закупорке или снижению проходимости.
- Неправильно подобранный материал. Конструкция из пластиковых труб низкого качества даже при умелом монтаже будет недолговечна. Приобретайте полипропиленовые изделия только у проверенных поставщиков и хорошей торговой марки.
- Соединение труб разных производителей. Независимо от качества пластиковых труб, соединять элементы, изготовленные разными производителями, нельзя.
- Удаление оплывов в процессе сварки. Делать это не рекомендуют – любое движение до застывания пластика приведет к еще большей его деформации.
- Медленный темп работы. Полипропилен после разогрева остывает за считанные секунды, поэтому очень важно не отвлекаться и точными движениями за положенное время сцепить детали.
- Загрязненный сварочный аппарат. Перед началом работы тефлоновая поверхность прибора должна быть проверена и по необходимости очищена от прилипших остатков пластика или грязи.
- Остаток жидкости в трубе. Нельзя допустить попадания в трубу воды, при нагревании капли превратятся в пар, и соединение потеряет прочность.
При работе с полипропиленовыми трубами помните, что разогретый материал имеет очень высокую температуру. Примите меры предосторожности: наденьте робу и толстые перчатки, чтобы уберечь кожные покровы в случае попадания горячего пластика.
Ни один ремонт и строительство не обходятся без монтажа пластиковых трубопроводов. Выполняйте все работы согласно инструкциям и полипропиленовые трубы будут служить долго и надежно.
А как вы устанавливаете ППР трубы? Ждем ваших советов в комментариях.
Прежде всего, нужно сказать, что полипропилен – это синтетический материал, полученный, в процессе полимеризации пропилена с этиленом, при этом выдерживаются их конкретные соотношения. Технология производства полипропиленовых труб рассчитана на большую область их применения для систем отопления и водоснабжения внутри различных сооружений и зданий.
Процесс изготовления труб
1. Процесс изготовления труб начинается с засыпания гранулированного сырья в специальный бунке р. Тут материал начинает расплавляться. Все цилиндрическое устройство разделено на секторы. В каждом секторе выставлена строго регулируемая температура. Шнек устройства постоянно находится во вращении и гранулы сырья перемешиваются, и затем начинается их расплавление. На выходе из устройства под высоким давлением при помощи специальных форм образовывается полипропиленовая труба.
2. Образование формы трубы происходит в экструзионной головк е. Тут установлены формы, которые ограничивают наружный и внутренний диаметр изделия. Головка прикреплена к цилиндру бункера фланцем.
3. Процесс производства полипропилена автоматический с момента засыпки гранул в бункер и до выхода готовой продукции . Все оборудование для производства полипропиленовых труб экструзионной линии управляемо из одного командного блока. Достаточно загрузить нужную программу нагрева материала, порядок его передачи от одного механизма другому и линия по производству полипропиленовых труб начинает свою работу в автоматическом режиме.
4. Вакуумный калибратор отвечает за точность выполнения заданных параметров . Труба заходит в устройство, по наружному диаметру фиксируется и с двух сторон запирается в вакуумном калибраторе. Затем под напором из форсунок в калибратор поступает холодная вода, и материал окончательно охлаждается и затвердевает. Кроме ванны для охлаждения калибровка труб выполняется посредством тянущего устройства. Вытягиванием детали контролируется ее внутренний диаметр.
Окончательный процесс в производстве труб
Полный процесс изготовления под собой подразумевает получение трубы товарного вида. Труба должна иметь все требуемые от нее геометрические размеры и технические показатели. Резка труб выполняется специальным отрезным устройством. Это пила дискового или же гильотинного типа. На какой пиле будут отрезать трубу, все зависит от диаметра изделия. Такое оборудование может работать и в ручном режиме, при этом резка начинается в том случае, если включают выключатель, который установлен на штабелере. В автоматическом режиме оборудование работает тогда, когда режимы резки задаются от пульта управления. Отрезанные трубы заданной длины штабелер сбрасывает на специальный стеллаж. Там их сортируют и упаковывают. Метод нарезки труб при помощи дисковой пилы считается лучшим, так как торец трубы получается более качественным. При нарезке пилой гильотинной конец изделия становится слегка приплюснутый. Если производят армированные трубы, то проводят операции по армированию наружного или же внутреннего диаметра трубы. Это выполняется при помощи алюминиевой фольги с толщиной 0,15 мм и адгезионного специального слоя, который отвечает за крепление к полипропилену защитного металлического слоя.
Материалы для изготовления полипропиленовых труб:
— рандом-сополимер полипропилен
. Собой представляет сопомилеризацию пропилена с этиленом в установленных пропорциях. Из него изготавливают трубы для водоснабжения. Печально, что хорошего компромиссного варианта материалу этого типа, выпускаемого зарубежными производителями, на наших рынках пока нет, и предвидится, наверное, не скоро;
— гомополимер полипропилен . В большей степени применяется для изготовления канализационных труб и фитингов. Этот материал хрупкий и при температуре ниже нуля трубы не устанавливаются, поэтому такие полипропиленовые трубы подходят лишь для внутренней канализации. Подобные модели труб тонкостенные, толщина стенок будет не больше 2,0 мм.