Вопрос новичков в сварочном деле: «Как правильно варить сваркой ?», является одним из самых популярных. В ответ на него можно посоветовать – сначала научиться, как нужно держать электрод и грамотно продвигать сварочную ванну. Но опытные сварщики скажут, что этого недостаточно.
Нужно ещё знать, как поведёт себя свариваемый металл. Особенностью сварного шва является то, что он «стягивает» соединяемые детали и это может перекосить заготовки. Незнание подобной тонкости приводит в итоге к получению сильно искажённого изделия.
Даже в мастерской по восстановлению хобби, газонепроницаемый сварщик не должен отсутствовать, как минимум, в предстоящем кузове. Что произойдет, если вы забудете газ? Если газ отсутствует, точка сварки образуется с видимым образованием пузырьков в расплаве, который сочетается с кислородом из воздуха. Точка становится чрезвычайно хрупкой и хрупкой. В центре этой точки сварки точка начинает накапливать влагу и, следовательно, ржавеет.
Кстати, это также происходит при слишком малом запасе газа. На заготовку наносится заземляющий кабель, и дуга зажигается посредством контактного зажигания с помощью тонкого провода. Результатом является магнитное поле с индуктивным напряжением, оно возникает между двумя полюсами; пластину как массу и провод в качестве положительного полюса, обмен ионов на массу и электроды в направлении сварочной проволоки. Устройство обычно подходит для обоих методов.
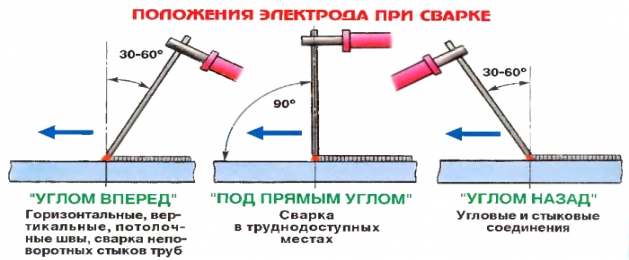
Что касается электрода, то его при сварочных работах наклоняют к себе под углом 30-60 градусов. Точный угол зависит от нужного шва и сварного тока. Глубокий прогрев металла получается при положении «углом назад». При таком варианте ванна и расплавленный шлак продвигаются за кончиком электрода. Важно применить его наклон и скорость так, чтобы шлак поспевал прикрывать расплав.
Разница с дешевыми магазинами магазинов очень скоро. Таким образом, вы можете сделать гораздо больше настроек, чтобы получить идеальный шов или точечный шов. Также могут быть установлены интервальные схемы, которые обеспечивают равномерный точечный шов.
Но что означает идеальный сварной шов или идеальная точка сварки и как вы его достигаете? Перед началом сварки и еще не знакомы с устройством, рекомендуется сварить некоторые контрольные точки. Прежде всего, на каждом устройстве могут быть установлены две настройки: ток и подача проволоки. Однако обе настройки могут влиять друг на друга. Существуют различные толщины проволоки для дуговой сварки с газовой защитой, как правило, проволока 0, 6 мм является достаточной для использования с листовыми металлами 0, 5 - 2 мм.
Если металлу не требуется сильный разогрев, то, для получения небольшой глубины прогрева выполняют изменение угла наклона на противоположный, и «тянут» шов и ванну.
Профессионализм сварщика проявляется в умении удерживать равномерно электрод – в двух-трёх миллиметрах от обрабатываемой поверхности, опуская ниже по мере расплавления. Одновременно необходим контроль размера и состояния ванны, замедляя или ускоряя движение электродом.
Параметры тока и перемещение электрода
Чтобы найти правильную настройку, одна тестовая точка сваривается при одинаковой подаче и напряжении провода. Он начинается с низкого напряжения и увеличивает его кусочно. Если напряжение слишком низкое, дуга не воспламеняется должным образом, и расплав остается очень поверхностным и не проникает в лист. Если натяжение слишком велико, лист горит очень быстро или образует очень широкую и высокую температуру плавления.
Самым идеальным является точка, которая лежит плоская и глубоко проникает. Если точка регулярно текла, и она имеет небольшой кратер в середине точки, то точечный сварной шов преуспел. Это происходит примерно через 3-4 секунды в правильной настройке. На оборотной стороне хорошо расположенное пятно можно увидеть в небольшой точке с аурой. Это соединение является стабильным и выдерживает даже более тяжелые нагрузки.
Технику данных движений лучше отработать на толстом металле. В самом начале будут получаться не швы, а валики. Но такие упражнения помогут освоить простые навыки, как контроль расстояния от конца электрода до поверхности детали, движение по прочерченной линии и т.д.
Положение сварочной горелки также зависит от результата. Сварочное сопло удерживается под углом 90 ° в нейтральной сварке, а в случае прокалывания под углом около 80 ° к сварному шву. Расстояние примерно в 10 раз превышает сварочную проволоку, поэтому проволокой 0, 6 мм около 6 мм. Есть 3 разных положения сварочной горелки. Обычно нейтральное положение используется, особенно при точечной сварке - проволока подается перпендикулярно точке.
В результате получается небольшая круглая точка с плоской короной. Это также оказывает сходное воздействие на вытащенное питание, шовный материал является узким и плоским, а спина имеет слабый шов с аурой. Второй способ - вытянутое положение - факел тянется над пластиной. Это создает очень высокую точку с глубоким ожогом. Даже с нарисованным швом можно увидеть высокий шов с глубоким расплавом. Вы также можете видеть это на обратной стороне.
Когда сварной валик станет получаться равномерным, с одинаковой шириной и высотой по всей длине, можно переходить на соединение двух деталей.
Здесь первым шагом по технологии сварки является предварительное соединение деталей прихватками – это короткие швы, прокладываемые поперёк в 8-25 см друг от друга. Они не только скрепляют заготовки, но и показывают форму будущего изделия.
Третье положение сварочной горелки, называемой колотью, является наиболее распространенным при работе на кузове. Подобные сварные швы также выглядят так, как будто любимое техническое признание. В точном шве распознается плоская точка с небольшим расплавом.
Теперь, когда найдены правильные настройки напряжения и фиксация горелки, необходимо также отрегулировать подачу проволоки. Если проволока прилипает в расплаве, подача проволоки устанавливается слишком быстро. Также важно следить за временем выгорания после окончания сварки. Провод не должен заходить слишком далеко, иначе он погружается в расплав и застревает в расплаве.
Чтобы понять, как варить сварочным аппаратом , необходимо чётко представить алгоритм сварного процесса:
- сначала на свариваемую деталь устанавливается зажим заземления;
- потом с учётом типа и диаметра электрода подбирается соответствующий сварной ток;
- и только после указанных подготовительных операций приступают непосредственно к сварке.
Кратковременное касание к металлической детали – и возникает дуга, которую сложно удержать: при слишком большом или маленьком зазоре между электродом и поверхности свариваемой заготовки она вмиг гаснет. Нужно также попрактиковаться.
Решающим для хорошего результата сварки является также расстояние между контактными трубами. При газовой дуговой сварке это расстояние определяет сопротивление токопроводящего проволочного электрода. Слишком большое расстояние контактной трубки к заготовке приводит к слишком низкому индукционному напряжению и, следовательно, к низкому слиянию расплава. Если контактная трубка находится слишком близко к заготовке, расплав слишком сильно горит. Между прочим, слишком большое расстояние между контактными трубами можно распознать при экстремальном образовании брызг.
Для сварки на инверторе необходимо правильно подобрать электрод по марке, установить силу тока. Данные параметры непостоянные, для каждого металла разной толщины они подбираются отдельно.
Далее электрод нужно поставить в спецдержак, клемму массы накинуть на поверхность свариваемой детали и разжечь дугу известным «чирканьем» или прикасанием. На стыке деталей начинается движение электрода, который расплавляет металл.
Электрическая дуга: контроль оптимальной длины
Если расстояние слишком короткое, вы заметите слишком быстрое выгорание. Точечная сварка - наиболее распространенная техника в области классической реставрации автомобилей. Это позволяет более точную работу, чем без точечной функции. Меню функций содержит опцию настройки для точечной сварки. Интервал времени для времени горения и разрывов может быть задан отдельно. Сварка выполняется, как обычно, а именно сжигание.
Сварочное сопло направлено без оседания вдоль свариваемого листа, интервалы автоматически устанавливают точки смещения. Наиболее распространенной ошибкой для новичков является разрушение движущегося движения во время интервальной сварки, сопло остановлено во время паузы или даже снято с заготовки. Правильно продолжать движение непрерывно. В конце вы получаете чистый и ровный точечный шов. Даже при такой форме сварки все настройки должны быть выполнены так, чтобы точки имели хорошее и стабильное соединение.
Вести электрод быстро нельзя. Потому что наплавление получится неравномерным, и это отрицательно скажется на качестве шва или погаснет дуга. Новый розжиг приводит к избыточному наплавлению или сквозному прожигу детали.
Окалину и излишки наплавленного металла необходимо сразу удалять с поверхности деталей с помощью молотка или иного инструмента.
Опять же, настройки тока и скорость транспортировки провода должны быть проверены и отрегулированы заранее, предпочтительно на образце. Наконец, точка сварки должна иметь идеальные свойства, как при обычной точечной сварке: сверху слегка приподнятое пятно с небольшим кратером, а на дне слегка пробитая точка с тепловой аурой.
Дуговая сварка позволяет собирать две металлические детали путем плавления металлического электрода. Маска и защитные перчатки Сварочный аппарат Электроды разного диаметра. Предпочтение отдается рутилу, потому что основной труднее измельчить и боится влаги, и его трудно сварить, и его необходимо нагреть в духовке. Держатель электрода. Зажим массы. Молоток для швов. Швы. металл. Столешница. Чугунная пластина для наложения на столешницу. Кожаный фартук, если возможно. Пара рабочих перчаток для предотвращения искр на коже рук и горящих шлаков во время сварки и очистки шлака.
Если шов необязательно делать сплошным, следует поднять электрод выше – и произойдёт разрыв дуги. Её разжигают по-новому на месте продолжения сварки.
Начальный страх и незнание как пользоваться сварочным аппаратом - обычное состояние для новичка. Поэтому, прежде чем приступать непосредственно к сварке, нужно изучить некоторые требования техники безопасности и правила пользования сварочным оборудованием.
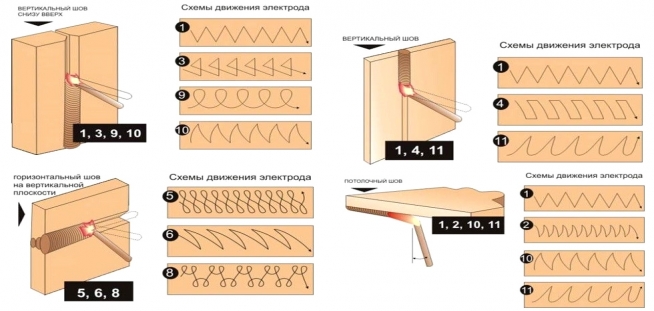
Как варить вертикальный шов
Начните с подключения паяльной станции к сети. Вставьте разделенную часть электрода в головку держателя электрода, включите питание до 220 вольт. Затем выберите интенсивность относительно используемого электрода и работу, которую вы намереваетесь сделать. Поместите чугунную пластину на столешницу.
Положите плиты на мрамор. Пространство, которое вы должны оставить между ними, зависит от его толщины, например, для кусочков толщиной от 2 до 4 миллиметров, оставляя пространство от 1 до 3 миллиметров. Если их толщина составляет менее 2 миллиметров, придерживайте их. Чтобы избежать расширения, укажите кусочки сверху и снизу, чтобы сохранить кусочек плоской, иначе это может привести к деформации. Для сварных швов на толстых кусках сделайте проход с 2 или 2, 5 и завершите шнуром в 3. 2, чтобы обеспечить однородную сварку и более устойчивую.
Использование аппарата в сварке требует определённой подготовки. В частности, с места предполагаемой работы убирают все вещи и предметы, которые подвержены лёгкому воспламенению. Также необходимо поступить со всеми горючими материалами и ёмкостями.
Если работы проводятся в помещение, то обязательно вентиляция. Хорошее проветривание важно как для сварщика, так и для аппарата. Также нужно позаботиться о средствах пожаротушения.
Вы должны сварить пластины, используя шнуры длиной от 6 до 9 миллиметров. Для реализации шнура доступны два метода. Сначала рисуем рисунок зигзага с электродом, продвигаясь вперед. В этом случае вы должны приостановить свой жест на каждом конце движения, чтобы избежать образования борозд. Второй метод, узкий проход, заключается в перемещении электрода вдоль соединения, без этого времени, выполняющего боковое перемещение. Обязательно поддерживайте стабильную длину дуги, опуская электрод во время плавления электрода.
Управление положением электрода
Электрод Избегать тряски, а также слишком долго. Наденьте две части для сборки. Затем присоедините заземляющий зажим к чугунной плите. Выберите место без краски или ржавчины. Наденьте перчатки и защитную маску. Теперь протрите электрод на сваренную деталь на 1-2 сантиметра, искры - это доказательство начала дуги, затем слегка сдвиньте электрод от обрабатываемой детали, чтобы сформировалась дуга. Не забудьте держать электрод хорошо перпендикулярно к металлу и слегка наклонен в направлении вашего хода.
После выполнения данных условий и облачения в спецодежду аппарат заземляют, включают, выбирают параметр тока и приступают к сварке.
Инструкций о том, как научиться варить сваркой , предостаточно. Если такое умение требуется лишь для работы с новой калиткой, то необязательно этому обучаться на курсах или профтехучилищах. Однако теоретическая часть подготовки важна даже при самостоятельной учёбе.
Главным инструментом сварки является аппарат. Существуют агрегаты, которые работают и на переменном, и на постоянном токе. Современное инверторное оборудование, например, инверторы, позволяют выбирать полярность. Инверторные сварочные аппараты считаются самыми подходящими для обучения новичков. Потому так важно различать прямую полярность от обратной. В первом случае «плюсовой» кабель подсоединяется на клемму «земля», а «минусовой» на электрод. А при обратной полярности, наоборот, на «земле» будет «минус», а на электроде – «плюс».
Правильно сварить металл возможно только при точно заданной силе тока. Сильный ток – мощная дуга и глубокая сварочная ванна. Однако превышение оптимального параметра приведёт к выгоранию металла и плохому по качеству сварному шву.

При установке силы тока учитывается даже месторасположение объекта. Для заготовок, расположенных горизонтально, значение будет максимальным, вертикально – на 15% меньше, на потолке – на 20 с лишним процентов.
При сварке на выпрямителе или инверторе на качество сварного шва влияет не только сила сварного тока, но и полярность. При прямом подключении хорошо прогреваются заготовки. Но для работы с тонкими материалами подойдёт метод с обратной полярностью. Также его используют при сварке легированных металлов.
Существует большое количество различных способов соединения деталей из металла. Все они разделяются на две группы – разъемные и неразъемные. К первым относят те, которые можно разъединить, не разрушая соединительного элемента (болтовые, винтовые). Ко вторым, соответственно, можно причислить соединения, которые невозможно разъединить, не разрушив соединительного элемента (заклепочное, сварное). При изготовлении целого ряда различных изделий наиболее оптимальным является соединение сварным швом. Многие приобретают сварочные аппараты и пытаются выполнить соединение при отсутствии необходимого опыта. Сегодня речь пойдет о том, как правильно сваривать металлические детали электросваркой.

Процесс сварки металла посредством использования электродуговой сварки заключается в расплавлении небольшой части соединяемых деталей и стержня специального сменного сварочного инструмента – электрода. При этом на качество сварного шва оказывает внимание большое количество различных факторов. Это и качество работы самого электросварочного аппарата, и правильно выбранные параметры электрического тока сварки, и качество изготовления и диаметр электрода, и мастерство сварщика.
Несколько слов стоит сказать о самих электросварочных аппаратах. В настоящее время специализированные магазины предлагают большой перечень инструментов различных производителей.
При использовании аппаратов, присоединяемых к бытовой электросети необходимо точно знать параметры и возможности предполагаемой к работе электропроводки. Как правило, при отсутствии качественных предохраняющих от короткого замыкания и перегрева проводов защитных устройств, неправильно подобранный аппарат может привести к полному уничтожению электропроводки частного или многоквартирного дома, а так же создает угрозу возгорания и пожара. Перед выполнением сварочных работ необходимо тщательно проверить работоспособность всех электроавтоматов, что может выполнить лишь электрик-профессионал, имеющий необходимый уровень подготовки и аттестации.
В комплектации сварочного аппарата должны обязательно находиться специальные электрошнуры, имеющие два стальных зажима – один для подсоединения к соединяемым деталям отрицательного полюса аппарата («массы»), второй – для крепления электродов. Кроме самого аппарата необходимо подготовить следующие приспособления:
- защитную маску сварщика;
- молоток;
- стальную щетку на рукоятке.

Назначение маски состоит не только в защите лица сварщика от отлетающих брызг разогретого металла, особенно при выполнении вертикальных или потолочных швов с использованием электросварки, но и в защите глаз от вспышек расплава. Все сварочные маски оснащаются затемненными стеклами, значительно снижающими яркость вспышек сварочной дуги. Молоток и щетка применяются для удаления с поверхности сварного шва слоя шлака, образующегося при сгорании обмазки электрода.
Кроме основных инструментов необходимо ознакомиться и с основными видами сварных швов при различных способах соединения деталей:
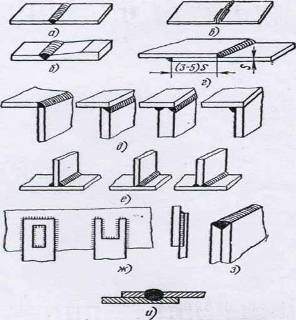
- а, б – стыковочные швы, при которых происходит соединение торцов деталей. Для повышения качества сварного шва на кромках деталей большой толщины рекомендуют выполнять фаску – скос под углом около 45 градусов. При выполнении соединения расплав заполнит полученное пространство, и шов будет менее заметен на поверхности.
- в – торцевой шов при соединении деталей небольшой толщины с отогнутыми краями длиной несколько миллиметров;
- г – соединение деталей внакладку с получением шва с двух сторон деталей;
- д – угловые соединения (концевое и торцевые с наружным, двойным и внутренним швами соответственно);
- е – срединные соединения, образуемые при присоединении торца одной детали к плоскости другой;
- ж – плоскостное соединение, образуемое при большой площади наложения деталей друг на друга и проваривании кромки одной из них;
- з – концевое соединение деталей с параллельными плоскостями;
- и – точечная сварка, образуемая отдельными точечными прожигами металлов соединяемых деталей и их сплавлением.
Теперь более подробно остановимся непосредственно на технологии выполнения сварного шва. Предварительно подобранные детали необходимо правильно присоединить к сварочному аппарату. Для этого на заранее очищенный от окалины участок одной из них устанавливается зажим, присоединенный к «массе» аппарата. Во второй зажим закрепляется электрод хвостовиком – частью, на которой отсутствует обмазка. После этого выбираются режимы работы аппарата – напряжение дуги и сила тока в ней. Эта характеристика зависит от напряжения рабочей сети и диаметра электрода. Пред самым началом работы не забудьте надеть маску. И самое главное, при первых попытках выполнения сварного шва обеспечьте себе максимальный комфорт – качественное освещение и удобное положение тела и рук при работе.
Первое, что необходимо получить в процессе правильной работы – устойчивая дуга между электродом и деталью. Для этого установите электрод под углом 30-45 градусов к детали и на небольшом расстоянии от нее (около половины диаметра электрода). После получения дуги старайтесь равномерно на максимальную глубину прогреть металлы в месте соединения и залить его расплавом стержня электрода.
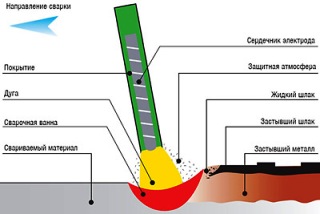
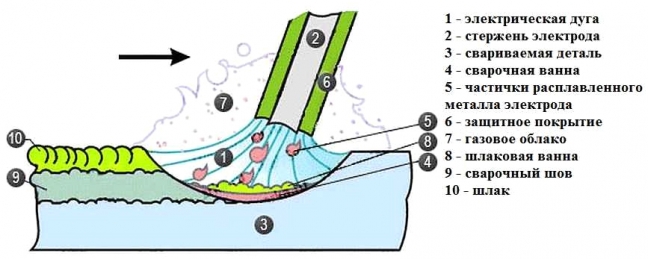
При работе электрод постепенно плавится и уменьшается, поэтому не забывайте своевременно пододвигать его к деталям, не допуская уменьшения расстояния. В противном случае дуга погаснет. На рисунке выше показана схема образования сварного шва. Сварочная ванна представляет собой жидкую смесь расплава сердечника электрода, его покрытия и металла свариваемых деталей. При непрерывном перемещении электрода на необходимом расстоянии качество шва будет максимальным как с механической, так и с эстетической точки зрения.

На поверхности шва образуется налет шлака, который необходимо удалять лишь после его остывания легкими ударами молотка. Окончательно шов зачищают щеткой из стальной проволоки.
При обучении не забывайте, что умение качественно и правильно сваривать металл приобретается путем постоянных тренировок и стремлением к высокому качеству работы. Прежде чем начинать самостоятельные упражнения, понаблюдайте за приемами работы опытных сварщиков. К ним же можно обратиться за помощью при возникновении каких-либо проблем в работе.
Уважаемые читатели, комментируйте статью, задавайте вопросы, подписывайтесь на новые публикации - нам интересно ваше мнение:)