Kawat las memainkan peran yang menentukan dalam proses pengelasan - dengan bantuannya, dua atau lebih elemen dihubungkan menjadi satu struktur yang terbuat dari berbagai jenis logam. Ciri khas bahan pengisi adalah kualitas tinggi las. Hal ini sebagian disebabkan oleh suplai mekanis dari elektroda, yang tepatnya adalah kawat, namun, penting juga bagi operator untuk memiliki pengalaman.
Tip ini dapat dengan mudah bersaing dengan pengaturan harness paling sederhana yang dijelaskan sebelumnya. Tentu saja, juga dikatakan di sini bahwa sangat sedikit uang adalah sejenis musik. Untuk uang yang masuk akal, mereka adalah mesin yang andal dan gigih dengan keseimbangan yang baik. Mereka sangat populer, terutama untuk perbaikan bus mobil, dan Anda dapat menemukannya di hampir setiap bengkel mobil kedua. Artikel berikut akan menunjukkan kepada Anda bagaimana benar-benar menikmati manfaat maksimal dari pernikahan semacam itu tanpa investasi tambahan apa pun.
Labelnya adalah bahwa hanya ada tombol kecil, dan itu hanya omong kosong, dan tidak perlu tahu apa-apa tentang itu. Tentu saja, pacar tidak berseru. Bagaimana jika ada sesuatu yang rusak pada monster baru seperti itu? Membayar keluhan ke pengecer ribuan kilometer cukup sulit, dan sebagai monster, kami memilih mobil - merek yang tidak dijual atau diperbaiki siapa pun. Dia tidak hidup sampai dia mendapatkan beberapa materi.
Di mana bahan pengisi digunakan?
Kawat las-elektroda untuk perangkat semi-otomatis sangat diminati saat ini, karena merupakan bahan konsumsi utama untuk peralatan tersebut. Dalam komposisi, itu harus sedekat mungkin dengan jenis utama yang digunakan untuk pekerjaan pengelasan logam. Oleh karena itu, ada banyak variasi aditif, namun kawat stainless lebih umum daripada yang lain. Ini digunakan hampir di mana-mana (berbagai industri, peralatan medis, energi dan banyak lainnya), karena sifat anti-korosi dan sambungan las berkualitas tinggi.
Ujung ini terhubung langsung ke ujung rak sebelumnya. Jika kita memilih cengkeraman yang buruk, sarang tas yang optimal terkadang tidak menjangkau kita bahkan secara berbeda. Intinya, ujung bebas batang las, keluar dari busi obor, ke bahan dasar, umpan las. Jadi, panjang rak adalah tinggi rata-rata di atas bahan. Definisi cerita ini memiliki aturannya sendiri yang tidak disadari oleh sebagian orang.
Ini adalah supermarket klasik, meskipun jauh dari yang termurah. Ini adalah sesuatu yang sedikit digunakan dan sedikit diketahui tentangnya. Namun, itu bisa menarik bagi seluruh kalangan penghobi dan hobi. Tapi jenis seks apa yang tidak begitu populer. Dalam ulasan berikut, Anda dapat mempelajari setidaknya dasar-dasarnya.
Tonton video, kriteria pemilihan bahan:
Tergantung pada kondisi operasi dan jenis unit, bahan dengan komposisi berbeda digunakan. Misalnya, kawat las untuk mesin semi-otomatis tanpa gas mungkin berbeda dalam penampilan. Dalam hal ini, disarankan untuk menggunakan fluks atau kawat inti fluks, yang akan menyediakan awan gas pelindung tanpa memerlukan tabung gas. Aditif seperti itu, saat terbakar, melepaskan gas pelindung, yang cukup untuk membuat jahitan berkualitas tinggi.
Gadis-gadis besar tidak cocok dengan pena ini. Namun, kadang-kadang, perlu atau bahkan perlu menggunakan tongkat besar dengan diameter 300 mm. Kelemahan dari sistem ini adalah jarak maksimum yang terbatas yang dapat Anda kemudikan dengan andal. Namun, ada cara untuk memperpanjang jarak ini. Dan kita akan bertemu mereka di sekuel ini.
Mereka harus benar-benar halus dan kecepatan konstan dalam lasan. Jika laju umpan bervariasi karena alasan apa pun, itu segera negatif saat pengelasan. Kecepatan pengiriman adalah ukuran rata-rata arus pengelasan. Dalam hal ini, fluks pengelasan harus konstan selama pengelasan. Karena itu, perhatian besar harus diberikan pada kualitas peralatan katering. Dan ini hanya cerita tentang corong.
Menandai
Kawat las untuk peralatan semi-otomatis ada dalam sejumlah besar variasi (lebih dari 70), tetapi hanya sedikit dari mereka yang digunakan secara luas. Sisanya, sebagian besar, sangat terspesialisasi dan dapat digunakan dalam industri tertentu, misalnya, nuklir atau teknik.
Produksi program dilakukan oleh sejumlah perusahaan, termasuk perusahaan pertambangan kecil. Cara yang biasa dilakukan untuk membuat program ini adalah pengelasan dengan tahanan bercak listrik. Meskipun dia memiliki doktrin kelambanan, itu pada dasarnya Harga rendah dan aksesibilitas yang mudah untuk ekspansi. Dimungkinkan untuk membeli katup pengurang tekanan khusus yang dilengkapi dengan pemanas listrik, tetapi harganya tidak terlalu rendah. Namun hal ini bisa diselesaikan dengan istilah amatir dan dengan biaya yang relatif murah, bisa Anda lihat di artikel berikut ini.
Dengan penunjukan, Anda dapat dengan mudah menentukan komposisi bahan, serta persentase elemen utama paduan:

Penandaan produk
Dari gambar menjadi jelas apa tujuan dari kawat itu. Ini bisa berupa CB (untuk pengelasan) atau NP (permukaan). Kandungan karbon menunjukkan persentase elemen ini dalam komposisi aditif. Konten elemen paduan memungkinkan Anda untuk menentukan tidak hanya nama, tetapi juga persentase elemen. Jika jumlahnya sangat kecil sehingga tidak melebihi 1%, maka jumlahnya tidak termasuk dalam peruntukan.
Tapi itu mudah untuk dipecahkan. Kami telah memperkenalkan beberapa panduan tabung oksigen las api. Dan apa perbedaan di antara mereka? Dan bagi kami, jawaban atas pertanyaan di atas bisa sangat penting bagi kami. Penulis dan pemilik laporan ini meminta bantuan untuk menyetel parameter kernel yang kurang ideal.
Dan kemudian set rumah hanya orang asing. Secara khusus, kemungkinan perkuatan katup solenoida untuk gas pelindung. Kini ada aspek lain yang cocok untuk Anda pertimbangkan sebelum melakukan transaksi. Kami akan menyarankan Anda untuk tidak meninggalkan sisa yang tidak perlu untuk membeli sekilas, tetapi mesin lengkap yang sesuai dengan kebutuhan Anda. Kami akan menjawab semua pertanyaan yang penting bagi Anda dan Anda belum menerima jawaban.
Selanjutnya, persyaratan tertentu untuk kemurnian bahan pengisi ditunjukkan (persentase pengotor belerang dan fosfor). Metode peleburan memungkinkan Anda mendapatkan ide tentang metode pembuatan material. Jika perangkat semi-otomatis pengelasan kawat menggunakan elektroda kawat, maka ini dapat ditemukan dari penunjukan - huruf E ditunjukkan.
Dengan mesin ini, kami akan memperkenalkan Anda pada denim berpakaian buruk dan kulit dengan wajah berjanggut panjang dengan dada berjanggut. Ya, kami adalah helikopter yang tepat. Ada helikopter lain. Chopper yang dapat dengan mudah dilas. Ini tidak hanya mungkin, tetapi juga sangat sederhana. Pekerjaan ini dijelaskan dalam artikel ini.
Mesin menyala sangat cepat setelah sekring dinyalakan
Bab berikutnya menjelaskan masalah umum secara umum. Ini tidak menggantikan dukungan teknis profesional dan tidak berlaku khusus untuk mesin Anda. Namun, itu dirancang sedemikian rupa sehingga banyak masalah dapat segera diselesaikan. Elektronik drive diisi daya saat startup dan mengkonsumsi banyak daya, bahkan jika konsumsi daya mesin turun ke tingkat normal segera setelah dinyalakan. Karena itu, Anda perlu secara perlahan memblokir stopkontak atau sumber daya dari mana daya disuplai.
Sistem kontrol berfungsi, tetapi mesin tidak bergerak, tampilan tidak menunjukkan kesalahan apa pun
Sesuatu yang dikendalikan, aneh "menggeram". Entah beban terlalu berat untuk kecepatan yang diberikan, atau mesin memiliki beban yang dapat diterima pada awal rotasi. Dalam fungsi servis, rentang kecepatan tidak diatur dengan benar, kecepatan terlalu tinggi, atau rasio gigi yang dipilih salah.Spindel berputar secara normal, tetapi berhenti pada awal putaran.
Untuk meringankan mesin, cukup untuk meregangkan akselerasi hingga sepersepuluh detik, yang tidak masuk akal untuk pengelasan. Situasi khas adalah produk yang relatif nyata dan berdimensi, tetapi di mana pengelasan berdiameter kecil dilakukan, yaitu persyaratan untuk kecepatan rotasi tinggi untuk mempertahankan laju pembakaran standar. Jika Anda mengelas produk dengan diameter dan batas berat yang besar, hal ini disebabkan meningkatnya permintaan tenaga mesin karena dinamika yang tinggi.Drive tidak mengangkat beban dalam fase pengangkatan
Ingatlah bahwa elevasi ke bidang horizontal termasuk dalam percepatan gravitasi Bumi, dan kebutuhan akan kinerja penggerak meningkat satu urutan jika ada beban eksentrik.Siklus program akan dimulai dengan benar, tetapi ketika mulai mengelas, mesin sedang menunggu dan kemudian diparkir
Tukang las tidak mengelas sama sekali, tetapi sepertinya mesin berjalan normal dan siklus program normal. Tukang las tetap melakukan pengelasan meskipun proses pengelasan telah selesai. Ketika mode empat langkah dipilih, mesin las tidak dapat dimatikan karena tidak menerima sinyal ganda dari mesin.Tukang las selalu menyala untuk waktu yang sangat singkat dan kemudian mati lagi
Pengaturan sudut pemicu mesin las harus sesuai dengan kebutuhan Anda. Jika Anda tidak mengatur sudut pengelasan, sudut pengelasan adalah nol, sehingga segera mati setelah dimulainya rotasi.Proses pengelasan tidak bekerja dengan baik
Pastikan mode pengelasan daya yang benar diatur untuk gas pelindung dan kabel yang digunakan. Ambil kecepatan umpan kawat dengan menggerakkan karakteristik busur ke nilai plus. Saluran pembuangan berada di akhir masa pakainya dan tidak lagi mentransmisikan tegangan - arus pengelasan dengan baik. Tambahkan kecepatan umpan kawat dengan menggerakkan karakteristik busur ke nilai minus. Daya umpan harus sedemikian rupa sehingga kabel tidak dapat dengan mudah berhenti. Kawat kabel tersumbat dan memiliki banyak hambatan. Kendurkan rol umpan dan tarik kabel keluar dari kepala. Semuanya harus berjalan cukup mudah jika Anda perlu menghasilkan banyak daya, ada masalah dengan sendok burner, atau dengan koneksi burner dan feeder.Busur pengelasan lemah, terbakar kuat, hilang
Periksa kontak ideal segmen wiper untuk mentransfer daya ke spindel. Program kontrol tidak dapat diandalkan. Jadi, jika perintah mati ditulis ke dalam pengaturan program, ini tidak akan pernah terjadi, dan mesin akan "dibekukan". Matikan mesin sepenuhnya, nyalakan mesin dan masuk ke mode siaga setelah memulai. Kemudian periksa kumpulan program, terutama nilai-nilai yang mungkin ditetapkan sebagai tidak logis. Jika tidak ada alasan dan mobil berperilaku sama, reset program kerja sesuai dengan petunjuk pengoperasian.Mobilnya kotor, ada yang tidak dikonfigurasi
Mesin tidak mengamati program yang disimpan atau komplikasi yang sebelumnya telah dikerjakannya tanpa masalah.Pengelasan adalah penyambungan potongan logam dengan perlakuan panas.
- Periksa daya perangkat.
- Jika Anda telah mengganti soket yang digunakan, periksa urutan fase.
- Catu daya tidak mencukupi, silakan periksa koneksi jaringan.
- Drive rusak atau catu daya periferal.
- Kebutuhan tenaga mesin melebihi kapasitas mesin.
- Jika tidak, elemen ini tidak menjadi perhatian Anda.
- Tingkatkan waktu yang diperlukan drive untuk berakselerasi ke kecepatan operasi.
- Pastikan gas pelindung dilepaskan dan elektroda tungsten tajam.
- Ini berlaku untuk mesin yang tidak memiliki konfirmasi busur elektronik.
- Tukang las harus disetel ke mode dorong-tarik.
- Untuk pengelasan, penting untuk memenuhi banyak parameter dan input.
- Pastikan gas cocok untuk pengelasan yang diinginkan.
- Setiap bahan tertentu membutuhkan gas pelindung yang berbeda.
- Respon busur diatur ke sangat lembut.
- Tekanan rol umpan tidak cukup.
- Periksa umpan dengan menahan kawat dari cetakan melalui tang.
- Pastikan kabel las terhubung dengan benar.
- Jika Anda menemukan kesalahan di sini, berhentilah memasak dan hubungi bengkel.
- Program mungkin rusak, atau program mungkin tidak diinstal dengan benar.
- Atur ulang program sesuai dengan instruksi manual.
- Rupanya program tersebut telah rusak.
- Tidak ada pilihan selain menghapus program dan menimpanya.
Jenis kawat untuk pengelasan
Untuk membuat koneksi yang berkualitas bagian logam berbagai jenis aditif digunakan, yang masing-masing dirancang untuk bekerja dalam kondisi tertentu. Perangkat semi-otomatis las kawat dapat melakukan jahitan dengan menggunakan jenis kawat berikut:
- Dengan bagian yang solid;
- Bubuk;
- Diaktifkan.
Jika struktur bahan pengisi bagian padat cukup dapat dipahami - produk yang seluruhnya terbuat dari jenis paduan tertentu untuk pengelasan logam yang berbeda. Tetapi kawat las inti fluks untuk perangkat semi-otomatis inverter diproduksi menggunakan teknologi yang berbeda. Ini adalah produk berongga, di dalamnya ada bahan bubuk. Saat terbakar selama pengelasan, itu membentuk awan gas pelindung justru karena pengisian ini.
Permukaan logam dipanaskan sehingga mengalami pelelehan dan kemudian meleleh bersama. Setelah panas dihilangkan, logam menjadi dingin dan terurai. Selama pengelasan, lelehan biasanya terikat dengan bahan dasar untuk memperkuat lasan.
Pemisahan metode pengelasan tergantung, khususnya. dari: jenis pembawa energi, bahan substrat, metode pelaksanaan, tujuan pengelasan, proses pengelasan. Jenis pengelasan yang paling umum adalah pemisahan jenis pembawa energi. Pembagian ini juga paling sering digunakan ketika mengevaluasi pengaruh mesin las pada radiasi optik yang dihasilkan selama proses pengelasan.
meja diameter
Jenis produk ini ditemukan dalam versi yang berbeda: kawat dua lapis, dengan satu dan dua tikungan selubung tabung, versi klasik tanpa mengubah konfigurasi shell. Berbagai desain seperti itu dijelaskan oleh kebutuhan untuk menghindari deformasi produk dan pengendapan dini dari isi internal kawat. Namun, selain dari fitur desain Ada berbagai opsi untuk komposisi zat bubuk:
- fluorit;
- Rutil;
- fluorit rutil;
- organik rutil;
- Karbonat-fluorit.
Ada versi yang dirancang untuk bekerja di lingkungan karbon dioksida, dan dalam kasus lain, inverter las kawat semi-otomatis menggunakan aditif bubuk dapat berfungsi tanpa pelindung gas yang dibuat khusus, dan kemudian fungsi ini dilakukan oleh kawat itu sendiri. Setiap komposisi zat bubuk dirancang untuk mengelas jenis logam tertentu.
Jenis yang diaktifkan agak mirip dengan versi bubuk, tetapi dalam kasus ini, jumlah yang lebih kecil dari zat bubuk digunakan (tidak lebih dari 7% dari total massa produk). Berkat penggunaan hanya sebagian kecil dari pengisi seperti itu, teknologi manufaktur memungkinkan untuk menekannya menjadi kawat padat.
Bahan Pengelasan Baja
Kawat baja diwakili oleh 77 nilai, yang diatur oleh GOST 2246-70. Pilihan diameternya cukup lebar: dari 0,3 hingga 12,0 mm. Disarankan untuk menggunakan bahan pengisi dengan ukuran tertentu untuk kondisi tertentu.
Misalnya, kawat las inti fluks untuk unit semi-otomatis harus memiliki diameter dalam kisaran nilai dari 2 hingga 6 mm, ukuran dari 0,3 hingga 1,6 mm cocok untuk pengelasan semi-otomatis dalam pelindung. lingkungan gas.
 Untuk aluminium dan paduan, produk dengan diameter 0,8 hingga 12,5 mm digunakan. Penunjukan menunjukkan metode pembuatan: V - ditarik, P - ditekan. Jika produk dianil, huruf M akan ada, untuk kawat yang dikerjakan dengan keras - huruf H. Selain penandaan, penunjukan menunjukkan diameter produk dan metode pengiriman (dalam gulungan).
Untuk aluminium dan paduan, produk dengan diameter 0,8 hingga 12,5 mm digunakan. Penunjukan menunjukkan metode pembuatan: V - ditarik, P - ditekan. Jika produk dianil, huruf M akan ada, untuk kawat yang dikerjakan dengan keras - huruf H. Selain penandaan, penunjukan menunjukkan diameter produk dan metode pengiriman (dalam gulungan).
Pengelasan aluminium dan paduannya dilakukan di lingkungan gas pelindung - argon. Hal ini disebabkan oleh fakta bahwa bahan tersebut teroksidasi dengan sangat cepat setelah kontak dengan udara. Untuk alasan yang sama, disarankan untuk menggunakan kawat sesegera mungkin setelah membuka paket.
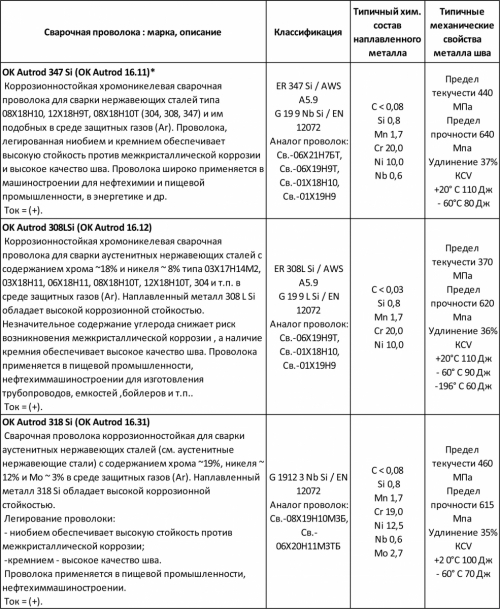
Bahan las baja tahan karat

Jenis aditif ini sangat umum karena keandalan sambungan las dengan penggunaannya. Kawat las baja tahan karat untuk unit semi-otomatis diproduksi sesuai dengan GOST 18143-72. Sebagai bahan sumber untuk produksi kawat seperti itu, baja tahan panas paduan tinggi digunakan.
Kehadiran jenis logam inilah yang memungkinkan untuk mendapatkan koneksi bagian logam yang sangat andal dan tahan korosi pada output.
Kawat las tembaga
Tergantung pada versinya, bahan tersebut dapat digunakan untuk pengelasan di berbagai bidang: di industri otomotif, untuk menghubungkan bagian pipa, untuk pembuatan dan perbaikan bantalan biasa, bagian galvanis, dan sebagainya.
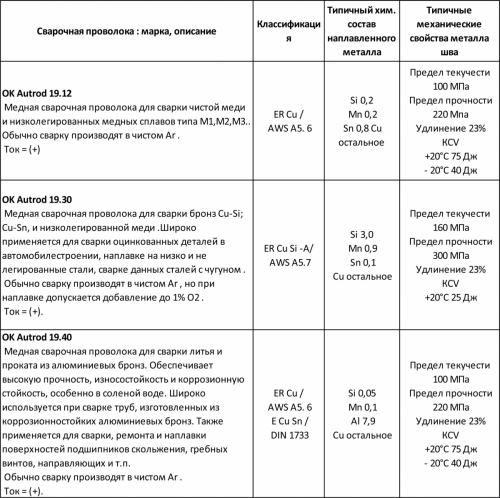
Jenis kawat las tembaga
Bahan tersebut dimasak di lingkungan gas pelindung - argon. Tergantung pada komposisi kawat, kawat dapat digunakan untuk mengelas berbagai paduan logam.
Bahan untuk besi cor dan paduan nikel
Kelompok ini juga dicirikan oleh korosi dan ketahanan panas, yang memungkinkan penggunaan kawat semacam itu untuk pekerjaan pengelasan pada produk berdasarkan paduan nikel, baja paduan tinggi, dan bahan yang berbeda.
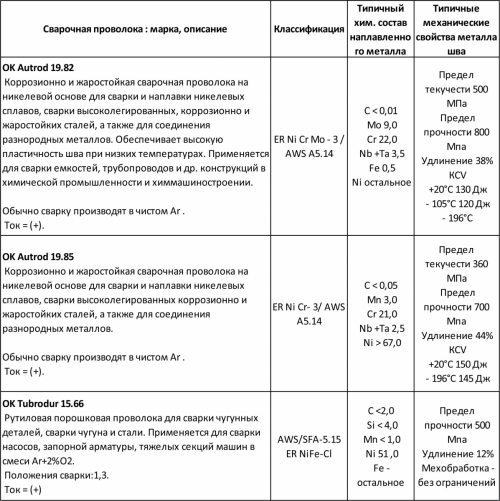 Disarankan untuk memasak di lingkungan gas argon murni atau campuran dengan helium.
Disarankan untuk memasak di lingkungan gas argon murni atau campuran dengan helium.
Kawat Las Titanium
Pilihan terbaik dalam hal ini adalah kawat ditarik dingin yang terbuat dari lembaran logam. Seperti halnya jenis material lainnya, komposisinya harus sedekat mungkin dengan komposisi logam yang dilas. Pilihan paling populer untuk pengelasan titanium adalah kawat inti fluks PPT-1 dan PPT-3. Pekerjaan direkomendasikan untuk dilakukan di lingkungan gas pelindung - argon.
Bagaimana memilih diameter
Parameter ini secara langsung tergantung pada seberapa tebal logam yang direncanakan untuk dilas. Misalnya, jika bahan dasar dengan ketebalan 3-5 mm digunakan, maka Anda harus membeli kawat las untuk unit semi-otomatis dengan diameter tidak lebih dari 2 mm. Kriteria pemilihan lainnya adalah kekuatan arus yang akan digunakan untuk pengelasan. Untuk seleksi, gunakan tabel khusus.
Jadi, selain memilih parameter pengelasan semi-otomatis (kekuatan arus, kecepatan umpan kawat), penting untuk memilih jenis bahan pengisi yang tepat, serta tidak membuat kesalahan dengan pilihan dimensi.
1 , peringkat rata-rata: 4,00
dari 5)
Pengelasan dengan perangkat semi-otomatis berbeda dari pasokan elektroda ke zona pengelasan. Semua operasi lainnya dilakukan oleh tukang las secara manual. Kawat khusus digunakan sebagai elektroda.
Industri modern memproduksi seluruh rangkaian mesin las semi-otomatis. Dengan bantuan mereka, pengelasan busur baja, dan logam lainnya. Di bengkel bodi, dengan bantuan mesin las semi-otomatis yang dilengkapi dengan nosel khusus dengan soket samping, paku keling dapat dilas ke bagian logam mobil.
Klasifikasi mesin las semi otomatis
Perangkat semi-otomatis diklasifikasikan menurut jenis kawat, jenis perlindungan las, sifat gerakan.
Menurut jenis kawat
- Untuk koneksi dengan kawat baja padat.
- Untuk koneksi dengan kawat aluminium padat.
- Universal (untuk koneksi dengan kawat baja dan aluminium).
Menurut jenis perlindungan las
- Di bawah lapisan fluks.
- Kawat inti.
Menurut sifat gerakannya
- Tidak bergerak. Digunakan dalam produksi seri dan skala besar
- portabel
- Seluler
Keuntungan dan kerugian dari pengelasan semi-otomatis
Keuntungan
- Kemungkinan untuk mengelas detail dari baja lembaran hingga setebal 0,5 mm.
- Sedikit sensitif terhadap karat dan kontaminan logam dasar lainnya.
- Biaya rendah dibandingkan dengan jenis lain dari pengelasan.
- Menggunakan mesin las semi-otomatis, dimungkinkan untuk menyolder bagian galvanis dengan kawat paduan tembaga tanpa merusak lapisan seng.
Kekurangan
- Jika gas pelindung tidak digunakan, percikan logam meningkat.
- Radiasi busur terbuka yang lebih intens.
Terlepas dari kekurangan ini, pengelasan semi-otomatis secara aktif digunakan dalam layanan mobil.
Paling sering, pengelasan semi-otomatis digunakan untuk pengelasan baja hitam dan stainless, serta aluminium. Argon, karbon dioksida, helium dan campurannya digunakan sebagai gas pelindung. Pengelasan baja yang paling umum di karbon dioksida dan dalam keadaan inert.
 Pengelasan semi-otomatis
Pengelasan semi-otomatis Arus balik langsung digunakan sebagai sumber daya (minus diterapkan ke produk).
Mesin las terdiri dari sumber listrik, obor dan pengumpan kawat. Obor las adalah badan kerja perangkat semi-otomatis. Dengan bantuannya, kawat las, fluks atau gas pelindung disuplai ke zona pengelasan.
Ada tiga jenis pengumpan:
- menarik;
- mendorong;
- universal (tarik-dorong).
Pengelasan semi-otomatis, lakukan pekerjaan dengan tangan Anda sendiri
Sebelum mulai bekerja, Anda perlu mengonfigurasi perangkat:
- Pilih kekuatan arus pengelasan sesuai dengan ketebalan logam yang akan dilas. Instruksi untuk perangkat semiotomatis berisi tabel korespondensi antara dua nilai ini. Perangkat semi-otomatis tidak memasak dengan baik pada arus pengelasan rendah.
- Sesuai dengan instruksi, atur kecepatan umpan kawat yang diperlukan. Kecepatan diatur melalui roda gigi yang dapat dipertukarkan yang terpasang pada mesin.
- Atur sumber arus ke parameter yang diperlukan (arus dan tegangan).
- Periksa kebenaran pemilihan mode pada produk percobaan. Jika perlu, perbaiki. Mesin yang dikonfigurasi dengan benar akan menghasilkan busur las yang stabil, jumlah fluks yang diperlukan.
- Setel sakelar umpan kawat ke posisi "Maju".
- Isi corong dengan fluks.
- Posisikan dudukan sehingga ujung corong berada di area pengelasan.
- Buka peredam corong fluks, tekan tombol "Mulai", sambil mencolok di tempat pengelasan. Akibatnya, busur akan menyala dan proses pengelasan akan dimulai.
Cara mengelas aluminium secara semi-otomatis
Mari kita mulai dengan fakta bahwa semi-otomatis tidak memasak apa pun. Ini memasok bahan elektroda dan arus ke logam dasar. Pekerjaan dilakukan oleh tukang las. Karena itu, ia harus menguasai semua seluk-beluk teknologi pengelasan aluminium.
Pengelasan busur aluminium semi-otomatis
- Aluminium dilas dengan kawat aluminium. Lembut, dapat membentuk loop karena menempel pada pengumpul arus dan obor las, oleh karena itu pengumpul arus khusus (Al atau Am) harus digunakan.
- Argon gas pelindung harus berkualitas baik.
- Tekanan gas harus sedemikian rupa sehingga kolam las terlindungi secara andal, tetapi pada saat yang sama tidak ada kebocoran udara karena vakum tinggi yang biasanya terjadi ketika gas lewat dengan kecepatan tinggi.
Tugas tukang las:
- Membersihkan bagian-bagian yang akan dilas secara mekanis.
- Hapus kotoran dengan pelarut.
- Jalankan jahitan eksperimental pada sampel logam dasar.
- Tetapi tugas utama tukang las adalah kemampuan untuk menembus film oksida pada aluminium, menarik busur dengan benar dan mengontrol kolam las. Jika tidak, seluruh proses harus dimulai dari awal.
Pengelasan semi-otomatis dalam karbon dioksida
Untuk pengelasan semi-otomatis dalam karbon dioksida, pabrikan Rusia memproduksi peralatan khusus.
Keuntungan dari pengelasan semi-otomatis dalam karbon dioksida untuk perbaikan mobil:
- Zona terpengaruh panas yang sempit. Ini memungkinkan untuk mengelas bagian yang tipis.
- Cat pada bagian tersebut terbakar dalam jalur sempit, yang memerlukan pengurangan pekerjaan persiapan dan penyelesaian.
- Laju pelelehan kawat yang sangat tinggi. Ini meningkatkan kinerja dua hingga tiga kali lipat.
- kualitas yang sangat baik.
- Tidak diperlukan pra-pemasangan bagian yang akan dilas.
- Kualitas sambungan las yang sangat baik dengan ketebalan yang berbeda.
- Karbon dioksida adalah yang paling mudah diakses dari semua gas pelindung. harus berkualitas tinggi agar hasilnya tidak mengecewakan Anda.
Pengelasan plasma adalah salah satu jenis penyambungan logam yang relatif baru. Bagaimana ini dilakukan, baca di.
Anda bisa memasak logam dengan paling banyak cara yang berbeda. Anda dapat membaca tentang beberapa di antaranya di tautan.
Cara memasak semi otomatis tanpa gas
Tentu saja, gas pelindung memungkinkan Anda melakukan pekerjaan pengelasan berkualitas tinggi. Tapi, jika Anda jarang melakukan pengelasan, tidak menguntungkan untuk membeli silinder. Dalam hal ini, kawat las khusus digunakan - fluks atau inti fluks.
Ini terdiri dari tabung baja dengan fluks di dalamnya. Selama pengelasan, ia terbakar, membentuk awan gas pelindung di zona pengelasan.
Pekerjaan dengan kawat seperti itu dilakukan oleh arus searah (plus dipasok ke produk).
Cara mengelas jahitan vertikal.
Keunikan jahitan vertikal adalah sebagai berikut: panas naik dari bawah ke atas. Untuk menghindarinya, perlu untuk mengarahkan jahitan las dari atas ke bawah. Dalam hal ini, obor harus dimiringkan sedikit ke atas sehingga panas menahan kolam las. Anda harus bergerak cukup cepat untuk mendahului logam cair. Kawat harus dipegang di tepi depan bak mandi.
Kami membeli semi-otomatis
Sebelum Anda pergi ke toko, Anda perlu mempersiapkan dan mengerjakan pertanyaan-pertanyaan berikut:
- Cari tahu karakteristik catu daya Anda.
- Tentukan tujuan pembelian peralatan.
- Pelajari sebanyak mungkin informasi tentang peralatan tersebut.
- Cari tahu apakah persediaan untuk mesin ini tersedia di wilayah Anda.
- Pelajari tentang teknologi pengelasan. Video yang menunjukkan cara memasak dengan mesin semi-otomatis dapat dilihat di Internet. Di internet Anda juga dapat menemukan buku atau artikel tentang teknologi pengelasan semi-otomatis.
- Cari tahu aturan organisasi tempat kerja dan persyaratan keselamatan.