Spesialisasi: seorang profesional di bidang konstruksi dan perbaikan (siklus penuh pekerjaan finishing, baik internal maupun eksternal, dari saluran pembuangan hingga listrik dan pekerjaan finishing), pemasangan struktur jendela. Hobi : lihat kolom "SPESIALISASI DAN KETERAMPILAN"
Membuat pipa timah dengan tangan Anda sendiri adalah alternatif yang bagus untuk membeli saluran pembuangan atau tudung ventilasi yang mahal. Dalam praktiknya, penghematannya sangat besar, dan jika Anda menganggap bahwa setelah menguasai teknologinya, Anda benar-benar dapat "mencap" pipa dengan diameter berapa pun (hampir semua), lalu baca saran saya dan setidaknya coba terapkan dalam praktik, itu pasti layak!
Atau Anda juga dapat meletakkan tangan Anda pada gravitasi dengan menambahkan beban ekstra. 
Jika Anda memiliki beberapa sambungan solder, dan jika konfigurasinya terlalu rumit untuk didukung atau dijepit secara offline, sebaiknya gunakan braket solder. Saat mendesain perangkat semacam itu, perlu untuk mendesainnya seringan mungkin dan membatasi kontak dengan bagian pemasangan. Gunakan ujung pisau dan desain titik untuk mengurangi kontak seminimal mungkin.
Di bawah ini saya akan berbicara tentang apa yang kita butuhkan untuk membentuk pipa, dan juga menjelaskan algoritme yang dengannya saya berhasil menekuk produk selama lima tahun sekarang.
Apa yang kita butuhkan untuk bekerja?
Timah apa adanya
Jadi, mari kita mulai ulasan kita tentang teknologi dengan analisis materi. Kami akan menekuk pipa dari timah:
- Dasar dari lembaran timah adalah baja yang telah diproses di rolling mill. Biasanya, lembaran dari 0,1 hingga 0,7 mm dijual - semakin tebal, semakin tinggi harganya.

Mereka adalah konduktor yang buruk dan membatasi difusi panas dari sambungan. Koefisien ekspansi kompatibel sehingga tidak ada perubahan dalam penyelarasan perakitan selama siklus panas, tetapi jika Anda berencana untuk menyolder ratusan rakitan yang sama maka Anda harus memikirkan sendiri desain bagian untuk dukungan yang sesuai untuk proses penyolderan. Pada tahap pertama perencanaan, buat perangkat mekanis yang mencapai tujuan ini dan yang dapat dimasukkan ke dalam proses manufaktur. Perangkat tipikal termasuk crimping, locking, stitching, stamping, punching, riveting, fastening, screening, atau knurling.
- Untuk melindungi dari korosi, dasar baja dari timah kosong dilapisi dengan bahan yang mencegah oksidasi logam. Paling sering, senyawa kromium, timah dan seng digunakan untuk ini.
- pada Babak final produk dipotong sesuai dengan ukuran standar. Paling sering, timah kosong dengan lebar 512 mm hingga 2 m dijual di toko perangkat keras, tetapi jika perlu, Anda dapat menemukan atau memesan bagian yang lebih luas.

Sudut tajam harus dijaga seminimal mungkin pada sambungan yang terhubung secara mekanis ini karena sudut ini dapat mengganggu aksi kapiler. Sudut-sudutnya harus sedikit dibulatkan untuk membantu aliran pengisi. 
Perangkat penahan mekanis yang paling sederhana adalah yang terbaik, karena satu-satunya fungsinya adalah untuk menyatukan bagian-bagian saat menyolder.
Petunjuk untuk membuat pipa timah
Langkah 5: Menyolder rakitan. Langkah kelima adalah implementasi sambungan solder. Ini terdiri dari memanaskan unit ke suhu penyolderan, kemudian logam pengisi dilewatkan melalui sambungan. Pertama, proses pemanasan. Seperti yang kita lihat di mematri, Anda biasanya menerapkan panas ke logam dasar. Jika Anda menggiring rakitan kecil, Anda dapat memanaskan seluruh rakitan ke suhu pengisian pengisi. Jika Anda menggembalakan rakitan besar, Anda memanaskan area yang cukup luas di sekitar sambungan. Metode pemanasan yang paling umum digunakan dalam penyolderan rakitan sederhana adalah obor tangan.
Logam semacam itu memiliki keunggulan yang jelas:
- Ketebalan kecil memberikan pengurangan massa produk timah.
- Perawatan permukaan secara efektif melindungi dasar baja dari korosi yang bersentuhan dengan faktor lingkungan.
- logam tipis memotong dengan baik, sementara pemrosesan tidak memerlukan alat yang sangat kuat - gunting tangan sudah cukup.
- Penggulungan dan perlakuan panas blanko dalam produksi pelat timah memberi mereka plastisitas tinggi. Berkat ini, lembaran dan strip dapat ditekuk dengan sempurna di sepanjang radius minimum tanpa risiko retak.
Sisi sebaliknya dari timah adalah kekuatan lentur yang rendah, oleh karena itu, dalam pembuatan bagian terbuka, pengaku harus dimasukkan ke dalam desainnya. Namun, ini tidak berlaku untuk situasi kita: pipa itu sendiri mempertahankan bentuknya dengan sempurna.
Berbagai jenis bahan bakar tersedia, seperti: gas alam, asetilen, propana, propilena, dll. Mudah terbakar baik dengan oksigen atau udara. Yang perlu Anda ingat adalah bahwa kedua logam dalam rakitan harus dipanaskan secara merata sehingga mencapai suhu penyolderan pada saat yang bersamaan. Saat merakit profil, proyeksi nyala api mungkin cukup untuk memanaskan bagian yang tipis. Jaga agar obor tetap diam dan jangan langsung memanaskan area yang akan disolder. Mungkin menjadi jelas sebelum perakitan penuh cukup panas untuk diisi.
Beberapa logam adalah konduktor yang baik dan karenanya memanas lebih cepat di daerah yang lebih dingin. Lainnya adalah konduktor yang buruk dan cenderung menahan panas dan terlalu panas. Konduktor yang baik membutuhkan lebih banyak panas daripada konduktor yang buruk, hanya karena mereka menghilangkan panas lebih cepat.
Alat tukang timah
Seperti yang telah saya sebutkan, timah adalah bahan lunak dan plastik, yang diproses dengan cukup sederhana. Tetapi kesederhanaan ini juga memiliki kelemahan: alat logam tidak hanya meninggalkan bekas pada permukaan lembaran logam, tetapi juga dapat merusak lapisan pelindung saat benturan, memicu perkembangan korosi.
Either way, asuransi terbaik Anda terhadap pemanasan yang tidak merata adalah mengawasi alirannya. Jika aliran berubah secara merata dalam penampilan, bagian-bagiannya memanas secara merata, terlepas dari perbedaan massa atau konduktivitas termal. Anda telah memanaskan rakitan ke suhu penyolderan. Anda sekarang siap untuk menerapkan pengisi logam. Saat menyolder dengan tangan, ini membutuhkan batang atau kawat untuk dipegang dengan hati-hati di atas area sambungan. Simpul yang dipanaskan akan melelehkan logam pengisi, yang akan langsung dilakukan oleh aksi kapiler di area sambungan.
Itulah sebabnya alat-alat berikut digunakan untuk bekerja dengan timah dan baja galvanis tipis:
- gunting logam. Saya menggunakan yang paling umum, pegas, dengan pegangan yang tidak terlalu panjang - dengan sedikit usaha, mereka memotong baja 0,7 mm dengan sempurna;
Sangat penting bahwa bilah gunting tajam, jika tidak, ujung-ujungnya akan menjadi tidak rata, dan kita harus menghabiskan waktu dan upaya untuk melepaskan "pinggiran".
Anda dapat menambahkan aliran ke ujung batang pengisi logam dari sekitar 51mm hingga 76mm untuk meningkatkan aliran, yang dapat dilakukan dengan menyikat atau mencelupkan batang pengisi ke dalam aliran. Lebih banyak waktu pemanasan atau ketika fluks telah menjadi jenuh dengan banyak oksida, penambahan fluks segar ke pengisi akan meningkatkan aliran dan penetrasi pengisi ke zona sambungan. Namun, ada sedikit kehati-hatian yang harus diperhatikan. Reflow solder cenderung mengalir ke zona suhu yang lebih tinggi.
Dalam rakitan yang dipanaskan, permukaan logam luar luar mungkin sedikit lebih hangat daripada permukaan internal sambungan, jadi pastikan untuk melepas pengisi di sekitar sambungan. Jika Anda tidak meletakkannya di dekat segel, ia cenderung bergerak di atas permukaan yang panas alih-alih mengalir ke dalam segel. Juga, lebih baik untuk memanaskan sisi berlawanan dari rakitan ke titik di mana Anda akan memasok pengisi. Pada contoh di atas, Anda memanaskan bagian bawah pelat terbesar sehingga panas menarik semua logam pengisi ke segel.

- palu dengan pemukul karet/karet. Mengapa karet dibutuhkan sudah jelas - untuk mencegah logam mengenai logam;
- palu - pada prinsipnya, melakukan fungsi palu dengan nosel karet. Kedua alat tersebut dapat dipertukarkan, yang tidak menghalangi saya untuk memiliki palu dan palu;

Dan jika Anda menggunakan cetakan awal - ingot, ring, spacer, atau pengisi bentuk khusus - pindahkan ke area sambungan sebelum memanaskan rakitan. Langkah 6: Bersihkan sambungan solder. Setelah mengelas rakitan, Anda harus membersihkannya. Pembersihan biasanya dilakukan dalam dua langkah. Pertama: penghapusan sisa makanan dari sungai. Kedua, etsa untuk menghilangkan lapisan oksida yang terbentuk selama proses penyolderan. Menghapus utas adalah operasi yang sederhana namun penting. Karena sebagian besar fluks solder larut dalam air, cara terbaik untuk menghilangkannya adalah dengan merendam rakitan dalam air panas.
- tang (beberapa potong, ukuran berbeda). Mereka digunakan untuk menekuk logam, karena tidak mungkin untuk memegang tepi pendek lembaran atau strip dengan jari, terlepas dari semua plastisitasnya;

- kalibrasi kosong - pipa besi(Saya punya dua, dengan diameter 50 dan 100 mm) dan sudut. Mereka digunakan sebagai templat untuk membengkokkan bagian bulat dan persegi panjang, masing-masing;
- alat ukur - penggaris, pita pengukur, level dan kompas;
- scriber - batang baja runcing yang digunakan untuk menandai lembaran timah. Anda dapat membeli, Anda dapat mengasah kuku "dvuhsotka".

Cara terbaik untuk melakukannya adalah dengan merendamnya saat masih hangat, memastikan logam pengisi benar-benar matang sebelum merendamnya. Bubuk, residu seperti kaca biasanya retak dan serpihan. Jika agak keras, aplikasikan sedikit pada sikat saat simpul masih dalam air panas. Anda dapat menggunakan metode eliminasi yang lebih canggih - tangki pembersih ultrasonik untuk mempercepat aksi air panas atau pasangan.
Satu-satunya saat Anda memecahkan masalah aliran adalah ketika Anda tidak menggunakan cukup fluks pada awal panas atau bagian yang terlalu panas selama proses penyolderan. Aliran kemudian menjadi jenuh penuh dengan oksida C, biasanya berubah menjadi hijau atau hitam. Dalam hal ini, aliran harus dihilangkan dengan larutan asam encer. Larutan asam klorida 25% biasanya akan melarutkan residu fluks yang paling membandel. Cukup putar sambungan solder dalam larutan ini selama 30 detik hingga 2 menit.
- meja kerja - paling hal yang perlu. Meja kerja melakukan fungsi tempat untuk menandai tempat pemotongan, desktop - secara umum, di atasnya kami akan melakukan semua pekerjaan.
Tentu saja, set ini hanya akan cukup bagi kita untuk membuat beberapa pipa - hingga dua atau tiga lusin. Jika pekerjaan itu berskala besar, maka Anda tidak dapat melakukannya tanpa setidaknya mesin pembengkok - perangkat yang memungkinkan Anda untuk menekuk benda kerja logam besar secara merata.
Namun, peringatan harus diperhatikan: larutan asam sangat reaktif, jadi pastikan untuk memakai pelindung wajah dan sarung tangan saat merendam sambungan solder dalam penangas asam, dan setelah menghilangkan fluks, gunakan larutan pembersih untuk menghilangkan oksida yang tersisa. di daerah yang tidak dilindungi oleh aliran selama proses penyolderan. Yang terbaik adalah menggunakan stripper yang direkomendasikan oleh produsen bahan solder yang Anda gunakan. Penggunaan larutan etsa yang sangat mengoksidasi, seperti yang mengandung asam nitrat, harus dihindari karena mereka menyerang perak yang terkandung dalam bahan pengisi.
Teknologi kerja
Langkah 1. Persiapan
Petunjuk untuk membuat pipa dari timah dimulai dengan deskripsi pembuatan benda kerja:

- Di meja kerja atau permukaan datar lainnya, kami menggulung lembaran logam, jika perlu, meratakannya dengan bantuan pengaruh mekanis.
- Kami mengukur panjang dan lebar pipa, menerapkan kapur, spidol atau spidol pada bahan. Saat menandai, kami memperhitungkan bahwa lebar benda kerja harus sama dengan keliling pipa + 1,5 ... 1,6 cm untuk pembentukan jahitan.
- Kami mengontrol tegak lurus dari garis yang ditarik dengan bantuan persegi.

Jika Anda menemukan bahwa mereka harus digunakan, batasi Waktu Etch. Setelah fluks dan oksida dikeluarkan dari sambungan solder, ada beberapa langkah penyelesaian lagi yang diperlukan. Rakitan siap digunakan atau untuk penyelesaian elektrolitik. Pada kesempatan langka ketika Anda membutuhkan hasil akhir yang sangat bersih, Anda bisa mendapatkannya dengan memoles rakitan dengan amplas halus. Jika rakitan akan disimpan untuk digunakan nanti, mereka harus dilindungi dengan lapisan pelindung tahan karat dengan menambahkan minyak larut ke dalam air saat membilas air akhir.
- Kami mengambil gunting dan pertama-tama membuat sayatan lateral dan kemudian memanjang. Anda harus memotong dengan ketat di sepanjang garis, berusaha untuk tidak membuat lekukan besar. Jika garis potong "berjalan" - masalah mungkin muncul pada tahap pembentukan jahitan.
- Sekali lagi, kami menyelaraskan benda kerja kami. Jika perlu, kami mengetuk tepinya untuk menghilangkan gelombang dan memprosesnya, membersihkannya dari gerinda.
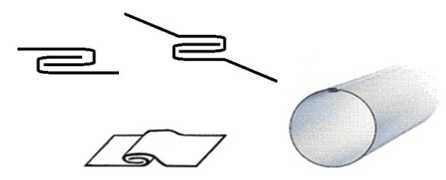
Langkah 2. Membentuk pipa
Sekarang kita perlu membuat pipa bundar dari benda kerja. Dan pada tahap pertama kami membentuk profil:
Menyediakan pemasangan yang benar dan reproduksi Bersihkan komponen Oleskan fluks sebelum menyolder Merawat komponen Rakitan solder Bersihkan gasket baru. Sampah Anda adalah harta terpendam. Ada satu hal terakhir yang perlu Anda pertimbangkan sebagai bagian dari operasi pembersihan dan penyelesaian Anda - kemungkinan biaya untuk mendapatkan kembali sisa solder Anda. Logam solder dapat mengandung perak, seringkali dalam proporsi yang cukup tinggi. Hal yang sama berlaku untuk logam bekas, dan uang yang ada dapat diperoleh kembali dengan harga yang bagus.
- Di satu sisi bagian, kami menggambar garis lipatan lipatan pada jarak 0,5 cm dari tepi.
- Di sisi lain, kami menggambar garis yang sama pada jarak 1 cm.
- Kami meletakkan benda kerja di sudut baja dan menekuk lipatan tegak lurus terhadap bidang lembaran. Untuk menekuk, kami menggunakan palu, jika perlu, memperbaiki logam dengan tang.

Sulit dipercaya bahwa Anda menghasilkan cukup limbah selama operasi penyolderan.Dan kami menggunakan ujung batang dan ujung kumparan dan menggunakannya sampai akhir. Namun, perwakilan tersebut mencatat bahwa beberapa tetesan logam solder mendarat di klem rantai solder. Dia mengambil beberapa sampel untuk analisis laboratorium. Beberapa minggu kemudian, dia menghadiahkan kepada manajer pabriknya sebuah piringan perak mengkilap. Uang telah dimurnikan dari beberapa jalur "tidak berguna" ini sehingga klip rantai ini dibersihkan secara teratur - dan setiap potongan diakumulasikan untuk nilai peraknya.
- Saya biasanya melakukan ini: pertama saya mengambil logam dengan tang, membentuk tikungan dengan lebar sekitar 2-3 cm. Setelah arah deformasi diatur, saya mengubah tang menjadi palu dan terus bekerja menggunakan templat baja sebagai pendukung.
- Saat bekerja sesuai dengan templat, kami tidak menerapkan upaya berlebihan, jika tidak, kami berisiko merusak material dan "menyisir" bagian dari lapisan pelindung,
- Selanjutnya, lipatan bengkok selebar 1 cm dibagi menjadi dua lebar dan tekukan diulang. Sekarang kita perlu menekuk strip selebar 0,5 cm sejajar dengan benda kerja utama.

Rantai hanyalah sumber uang yang dapat diganti. Misalnya, katakanlah Anda memotong pita brazing dengan tangan untuk membuat baji yang dibuat khusus untuk baji karbida. Sisa limbah juga memiliki kandungan perak yang tinggi, seperti penyolderan itu sendiri.Tergantung pada sifat operasi penyolderan Anda, selalu ada kemungkinan menghasilkan limbah yang cukup untuk terakumulasi selama periode waktu yang sangat menarik. Faktanya adalah bahwa membersihkan limbah solder seringkali dapat secara signifikan mengurangi biaya penyolderan.
Kami telah membahas enam langkah dasar yang diperlukan untuk prosedur penyolderan yang tepat. Untuk mendapatkan gambaran yang lebih seimbang tentang proses penyolderan secara keseluruhan, penting untuk dicatat bahwa dalam kebanyakan kasus penyolderan harian, langkah-langkah ini dilakukan dengan sangat cepat, seperti pembersihan, dll. baru bagian logam mungkin tidak perlu dibersihkan sama sekali. Jika memungkinkan, selusin kali dalam larutan degreasing sudah cukup. Etsa biasanya berupa sapuan kuas cepat atau merendam ujung potongan dalam aliran.
- Sekarang kita membentuk profil pipa. Kami meletakkan benda kerja di permukaan kalibrasi dan mengetuknya, pertama-tama melengkungkan busur, dan kemudian lingkaran penuh. Semakin halus, semakin baik - semakin sedikit Anda harus dipusingkan pada tahap akhir pekerjaan.
Langkah 3. Memproses sambungan
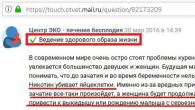
Sekarang kita perlu membentuk jahitan yang akan mengubah blanko kita menjadi pipa itu sendiri:
- Lipatan, yang ditekuk tegak lurus ke bagian utama, digabungkan, saling menekan dengan erat.

- Kami menekuk bagian horizontal dari lipatan panjang sehingga membungkus bagian yang digabungkan.
- Kami meletakkan struktur tiga lapis yang dihasilkan di atas meja kerja dan mengetuknya dengan hati-hati, memadatkannya dengan baik. Pada saat yang sama, kami memastikan bahwa tidak ada distorsi yang akan mempengaruhi kekuatan struktur.

- Kami menekuk jahitan dari lipatan yang disatukan ke dinding pipa. Kami menempatkan produk pada kalibrasi kosong dan mengetuk sambungan lagi. Sambungan yang dihasilkan disimpan dengan sempurna tanpa pengencang karena plastisitas timah.
dalam pembuatan pipa diameter besar, mengalami beban yang signifikan, lebar lipatan dapat ditingkatkan, dan sambungan juga dapat diperkuat dengan paku keling.

Kesimpulan
Saya harap pada materi di atas saya sudah menjelaskan dengan cukup detail cara membuat pipa timah dengan tangan saya sendiri. Jika ada operasi yang sulit, Anda selalu dapat menonton video di artikel ini atau mengajukan pertanyaan kepada saya di komentar. Tentu saja, saya tidak akan menekuk logam alih-alih Anda, tetapi saya pasti akan membantu dengan saran yang bagus!
Timah adalah bahan yang termasuk produk rolling. Ini adalah berbagai. Setelah digulung, lembaran diperlakukan dengan agen anti-korosi.
Untuk membuat pipa seperti itu, Anda hanya membutuhkan 2-3 alat
Untuk peralatan pemanas, Anda dapat secara mandiri membuat pipa timah untuk cerobong asap. bahan ini elastis, jadi diproses dengan tangan. Selain itu, baja dicirikan oleh kekakuan dan kekuatan, sehingga produk timah dengan kekuatan khusus dibuat darinya.
Kaleng apa yang harus dipilih?
Sebelum membuat pipa dari timah, yang cocok dipilih. Untuk cerobong asap, direkomendasikan lembaran logam tipis yang dilapisi dengan senyawa khusus.
Puncak dan tutupnya terbuat dari timah bekas.
Pipa timah menghilangkan asap dan meningkatkan angin.
Timah berwarna hitam dan putih. Jenis bahan hitam adalah lembaran tipis dan baja canai dingin. Produk terbuat dari baja dari berbagai tingkatan. Bahannya ditawarkan oleh produsen dalam lembaran atau gulungan.
Tinplate adalah material yang dilapisi timah pada kedua sisinya, yang diproses dengan metode elektrolisis dan hot tinning. Bahan ini adalah lembaran karbon rendah dan tipis.
Metode pemrosesan memberikan ketahanan baja terhadap karat dan keuletan.
Produksi disertai dengan kontrol komposisi zat. Metode pemrosesan dan konten memengaruhi penerimaan materi dengan nilai yang berbeda.
Jenis pelat timah putih diperlakukan untuk meningkatkan permukaan untuk adhesi dengan lapisan pernis.
Timah yang dipernis digunakan. Proses pernis digunakan untuk melindungi permukaan dari faktor eksternal.
Jenis bahan hitam putih adalah dari jenis berikut:
- lembaran canai tunggal adalah produk baja ringan yang diproses dengan pengerolan dingin hingga ketebalan yang diinginkan;
- logam penggulungan ganda setelah prosedur penggulungan pertama dikenakan penggulungan kedua dan pelumasan khusus, yang mengurangi ketebalan produk.
Bahan diklasifikasikan menurut tingkat kekerasan dan jumlah timah yang digunakan.
Pipa timah secara teknis memiliki kualitas universal.
Alat apa yang dibutuhkan
Sebelum melakukan pekerjaan timah, ada baiknya mengambil satu set bahan dan alat. Anda akan membutuhkan peralatan untuk pekerjaan timah.
Anda membutuhkan selembar timah tipis. Untuk membuat pipa rata, diambil bahan dengan struktur halus dan sudut yang jelas. Jangan gunakan lembaran dengan tepi robek.
Memotong bahan tidak membutuhkan usaha, tetapi untuk memulai, ada baiknya menyiapkan alat tukang timah berikut:
- Gunting logam digunakan untuk memotong segmen menjadi kosong.
- Palu atau palu karet digunakan yang tidak meninggalkan penyok. Berat alat dipilih berat, tetapi gaya tumbukannya dikendalikan.
- Tang atau penjepit digunakan untuk membuat tikungan.
- Mesin yang direkomendasikan untuk pengerjaan timah. Meja kerja cocok, yang memungkinkan Anda untuk menempatkan lembaran secara merata dan menandainya.
- Untuk kalibrasi, tabung berdinding tebal dan sudut digunakan, yang dipasang di tepi meja kerja. Sudut dipilih besar-besaran, karena logam ditekuk di atasnya. Pipa membantu dalam pembuatan jahitan garis memanjang.
- Batang baja tipis digunakan sebagai penanda. Itu dibuat secara mandiri. Untuk melakukan ini, pertajam kuku.
- Alat ukur direkomendasikan. Roulette dan kotak cocok untuk ini.
Anda akan membutuhkan bagian bulat untuk merakit produk. Untuk ini, pipa dengan penampang 90 mm dan tidak terlalu panjang direkomendasikan.
Petunjuk untuk membuat pipa timah untuk ventilasi dengan tutup do-it-yourself
Membuat pipa dari lembaran besi berarti melakukan serangkaian tindakan. Pekerjaan terdiri dari langkah-langkah sederhana. Pertama, persiapan berlangsung, yang terdiri dari menandai bagian dan memotong kosong.
Pada tahap pembentukan tubuh struktur, elemen dibuat bagian bulat. Saat menghubungkan, diperlukan untuk memperbaiki elemen menjadi satu produk.

Adaptor untuk menghubungkan pipa yang terbuat dari timah
Anda dapat membuat markup dan blanko dalam beberapa tahap:
- Lembaran timah ditempatkan di permukaan tanpa sambungan. Penutup lantai atau meja kerja cocok untuk ini.
- Segmen ditandai dari tepi atas, yang ukurannya sama dengan jalan raya masa depan. Penandaan dilakukan oleh alat penandaan. Manufaktur juga terjadi.
- Sebuah garis ditarik melalui tanda. Dalam hal ini, persegi digunakan.
- Dari garis, lebar segmen ditandai, yang sama dengan penampang pipa. 15 mm per sambungan ditambahkan ke nilai yang diperoleh.
- Tanda yang dihasilkan terhubung, dan benda kerja dipotong.
Saat menandai, ada baiknya mempertimbangkan ukuran produk. Lebar adalah ukuran diameter ditambah satu setengah sentimeter tambahan. Panjang benda kerja harus lebih besar dari bagian lurus struktur.
Pekerjaan do-it-yourself dengan timah dilakukan sebagai berikut:
- Lipatan ditekuk ke permukaan lembaran pada sudut kanan. Sebelumnya, tanda garis dibuat di bawahnya. martil. Lembaran ditempatkan di tepi meja dengan turun ke panjang yang diinginkan dan tikungan dibuat menggunakan palu karet. Pekerjaan dilakukan di sepanjang produk.
- Pipa timah do-it-yourself melibatkan tikungan lain pada lipatan. Ini melakukan markup.
- Sebuah elemen bulat digunakan untuk membangun pipa. Di atasnya ada lembaran galvanis, yang diberi bentuk bulat. Dalam hal ini, ujung pipa yang bengkok terhubung.
Tekukan dibuat agar palu pas tepat di permukaan sudut. Pukulan dibuat tepat dan jelas, tetapi tidak kuat, jika tidak jahitannya akan rata.
Produksi produk timah diselesaikan dengan docking. Dalam hal ini, ujung-ujungnya sejajar, dan
jahitan terpasang. Dalam hal ini, bagian horizontal membungkuk dan menutupi tepi. Jahitan yang menonjol ditekuk ke permukaan dengan palu. Tekukan dilakukan jauh dari lipatan berbentuk l. Jika Anda melakukan sebaliknya, maka air akan menembus ke dalam.
Produk timah do-it-yourself perlu dihubungkan. Ujung-ujungnya diikat dengan paku keling aluminium atau baja.
- Lubang untuk paku keling dibuat setiap tiga sentimeter.
- Ujung-ujungnya menekuk ke arah satu sama lain.
- Benda kerja dilipat ke belakang sehingga ujung-ujungnya berada di luar struktur.
- Ujung-ujungnya dipasang dengan paku keling.
Untuk memudahkan koneksi struktur, elemen di sisi lebar harus sedikit melebar. Untuk memastikan kekakuan dari tepi produk. Penandaan yang tepat berkontribusi pada kemudahan docking dengan elemen lain, bahkan buatan pabrik.
Produk serupa digunakan untuk saluran air, sistem ventilasi dan struktur cerobong asap.
Fitur bekerja dengan timah: cara menekuk selembar besi dan memotongnya
Untuk membuat produk dari timah dengan tangan Anda sendiri, Anda harus membiasakan diri dengan beberapa nuansa bekerja dengan bahan ini. Rekomendasi akan membantu memfasilitasi pemasangan dan membuat desain dalam waktu sesingkat mungkin.
- Untuk memberikan lembaran timah bentuk yang diperlukan akan memungkinkan elemen konfigurasi yang sesuai. Fleksi melakukan penyadapan menggunakan palu.
- Untuk membuat lipatan rata, penyadapan dilakukan saling berdekatan.
- Lingkaran kulit khusus akan membantu memfasilitasi pemotongan benda kerja dari baja. Elemen ini dipasang pada gunting dan diletakkan di jari.
- Setelah dipotong, ujungnya diproses dengan bajak, yang dibuat dari bahan gergaji besi.
- Produk timah terkadang perlu dipotong. Hal ini dilakukan untuk memberikan bentuk keriting pada produk. Prosedur ini dilakukan dengan pembuka kaleng.
Agar bahan dapat dipotong dengan baik dengan pisau, itu diajukan dengan gergaji besi, dan kemudian pisau atau gunting digunakan.
Pekerjaan timah itu sederhana dan Anda bisa melakukannya sendiri. Kemampuan membuat desain seperti itu berguna dalam kehidupan sehari-hari. Pipa timah dibuat sederhana, yang utama adalah mengetahui nuansa proses tertentu.