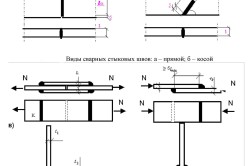
При ремонте кузовов применяют следующие виды сварных соединений (рис. 3.25,а): тавровое (I ), нахлесточное (II), угловое (III) и стыковое (IV). По расположению в пространстве (рис. 3.25,6) различают следующие сварные швы: горизонтальные (слева направо) - V, вертикальные (сверху вниз) - VI, в нижнем положении - VII, потолочные - VIII.
Сварные швы. В зависимости от конструктивного расположения узла, доступа к соединяемым деталям, их назначения в конструкции кузова (детали и узлы, несущие нагрузку или не несущие) и толщины свариваемых деталей сварка может быть выполнена сплошным, точечным или прерывистым швом.
Рис. 3.25. Виды сварных соединений и расположение сварных швов в пространстве
Сварка сплошным швом (I на рис. 3.26) может выполняться при стыковых, угловых и нахлесточных соединениях деталей во всех пространственных положениях. В зависимости от положения, толщины металла и точности подгонки ремонтируемых деталей сварка производится исключительно короткой дугой при силе тока 40, 60 или 80 А. При этом скорость сварки 0,2-0,3 м/мин.
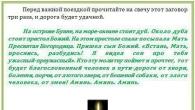
Точечная сварка (II на рис. 3.26) возможна во всех пространственных положениях деталей, в том числе и в труднодоступных местах. Для этого вида сварки применяют газовые сопла с боковыми отверстиями на конце. Газовое сопло по отношению к контактной трубке (мундштуку) устанавливают выдвинутым вперед на 10-15 мм, чтобы создать необходимое расстояние до поверхности свариваемых деталей. Время сварки от 0,3 до 3 с.
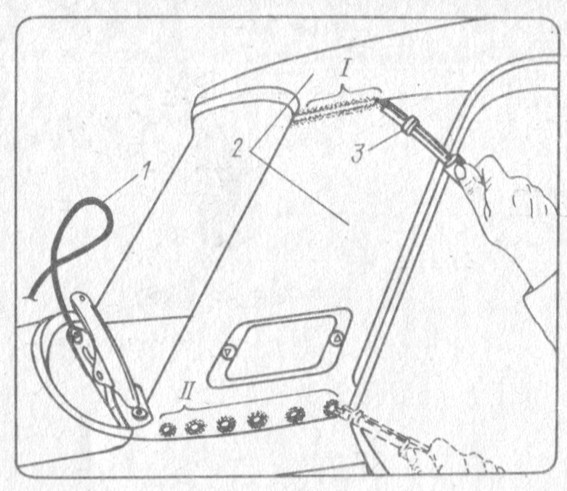
Рис. 3.26. Сварка деталей кузова автомобилей ВАЗ в углекислом газе: 1 кабель заземления; 2 свариваемые детали (крыша и панель крыши задняя); 3 сварочная горелка; 1 шов сплошной, соединение стыковое; 11 сварка точечная, соединение нахлесточное
Сила сварочного тока и время сварки зависят от толщины свариваемого металла и положения деталей. Для листов толщиной 0,3 мм при односторонней сварке без предварительного высверливания необходима сила тока до 150- 200 А. Более толстые листы высверливают или прошивают специальным дыроколом, и тогда сила тока может быть выбрана в пределах 80-100 А.: Благодаря незначительному выступанию сварной точки над поверхностью основного материала этот метод особенно выгоден для сварки облицовочных деталей, так как значительно сокращаются затраты на зашлифовку лицевых поверхностей.
Сварка прерывистым швом на тонколистовом металле выполняется при наличии повышенного зазора в соединяемых деталях, гак как при этом возникает опасность прожога. Уменьшения передачи тепла можно достичь периодическим включением и выключением тока и подачи сварочной проволоки при ручном управлении или при помощи автоматических приборов, вмонтированных в пульт управления. Время сварки 0,3 3,0 с. Соотношение между временем сварки и перерывом выбирают в зависимости от зазора и толщины соединяемых деталей. Во время перерыва сварочная ванна охлаждается, благодаря чему предотвращается возможность прожога. Сварка прерывистым швом в ремонтной технологии кузовов является самым распространенным видом особенно при сварке несущих элементов кузова: усилителей, лонжеронов, поперечин, пола, порогов и ряда других деталей. Примеры сварки кузовных деталей прерывистым швом приведены на рис. 3.27.
4. Ре ж и м сварки в углекислом газе. Режим сварки, выбираемый в зависимости от толщины свариваемых деталей определяется диаметром электродной проволоки, силой сварочного тока и напряжением дуги, скоростью подачи проволоки и скоростью сварки, вылетом электродной проволоки и расходом углекислого газа.
Диаметр электродной проволоки для сварки кузовных деталей, изготовленных из тонколистовой стали, выбирают в пределах 0,6 1,2 мм. Листы толщиной 0,6 мм следует сваривать проволокой диаметром 0,6 мм. Если толщина листов более 1,2 мгЛ, предпочтительнее производить сварку проволокой диаметром 1,0- 1,2 мм. Если свариваемые детали имеют толщину 0,8-1,0 мм, рекомендуется применять сварочную проволоку диаметром 0,8 мм.
Рис. 3.27. Примеры сварки кузовных деталей прерывистым швом: а - приварка переднего лонжерона пола / (2101-5101300/301) к панели пола (2101-5101030), шов Z 30/40; б - приварка поперечины 1 (2101-5301230) к лонжеронам 2 (2101-5301180/181), шов прерывистый по длине отогнутых кромок; в - приварка соединителя 1 (2101-5101068/069) к панели пола (2101-5101030), шов Z 30/40; г - приварка брызговика 1 (2101-5301040/041) с двух сторон к щитку передка J/J JU (2101-5301280-10), шов Z 20/30; д- приварка пола багажника 1 (2102-5101082) по периметру к сопрягаемым деталям, шов Z 10/30; е - приварка заднего лонжерона 1 (2101-5301370/371) к внутренней арке заднего колеса 2, иолу для бензобака 3, полу багажника 4, шов Z 10/30; ж - приварка заднего колеса 1 (2101-5401174/175) к накладке боковины 2 (2101-5401106/107), шов Z 10/10; з - приварка кронштейна домкрата 1 (2101-5101074/075) к панели пола (2101-5101030), шов Z 20/20
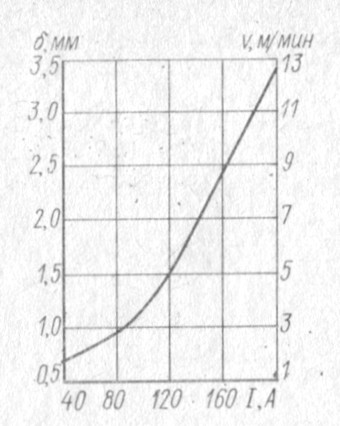
Рис. 3.28. Зависимость силы тока I и скорости подачи проволоки U от толщины свариваемых деталей B (при сварке в углекислом газе проволокой Св-08ГС диаметром 0,8 мм)
Напряжение электрического тока устанавливают таким, чтобы" получить устойчивый процесс сварки при максимально короткой дуге (1,5- 4,0 мм). При большей длине дуги процесс сварки неустойчив. Рекомендуемое для сварки напряжение составляет 17 23 В. Увеличение напряжения сверх 23 В приводит к возрастанию разбрызгивания и сильному окислению металла сварного шва. При снижении напряжения ниже 17 В затрудняется возбуждение электрической дуги и, как следствие, ухудшается формирование сварного шва.
Силу сварочного тока и скорость подачи электродной проволоки выбирают по графику в зависимости от толщины свариваемых деталей (рис. 3.28). Практически скорость подачи устанавливают так, чтобы процесс протекал устойчиво при вполне удовлетворительном формировании шва и незначительном разбрызгивании металла.
Расстояние от торца мундштука горелки до сварного соединения должно быть в пределах 7 12 мм.
Сварку в горизонтальном, вертикальном и потолочном положениях производят при пониженном напряжении и силе сварочного тока, уменьшенной па 10 20 % по сравнению с соответствующим; значением в нижнем положении.
Сварные стыковые соединения кузовных деталей толщиной до 2 мм и угловые с катетом шва до 5 мм выполняют преимущественно в вертикальном положении.
В начале сварки электродную проволоку устанавливают перпендикулярно к кромкам изделия, а после образования сварочной ванны наклоняют ниже горизонтали (на угол 10 15°). Жидкий металл удерживается давлением дуги. При сварке в потолочном положений расход защитного газа увеличивают.
Согласно технике выполнения сварных швов, полуавтоматическую сварку ведут углом вперед, перемещая горелку справа налево, и углом назад, перемещая горелку слева направо. При сварке углом вперед глубина проплавления небольшая, сварной шов получается широким. При сварке углом назад глубина проплавления больше, а ширина Шва несколько уменьшена.
5. Материалы. В качестве материалов для сварки в защитном газе используют сварочную проволоку и углекислый газ.-
Сварочная проволока поставляется в металлических катушках. Масса одной
катушки с проволокой 16 кг. Краткая характеристика проволоки:
легированная, омедненная, диаметр 0,8 мм, марка Св-08ГС или Св-08Г2С (ТУ
14-4-133 73).
В марке проволоки буквы Св означают <сварочная>; две последующие цифры
08 указывают содержание в стали углерода н сотых долях процента; далее
следуют обозначения легирующих примесей по ГОСТ 5632-72* (Г марганец; С-
кремний). Например, сварочная проволока марки Св-08Г2С содержит 0,08 %
углерода, до 2 % марганца и до 1 % кремния.
Повышенное содержание кремния и марганца в сварочной проволоке позволяет нейтрализовать свободный кислород, выделяющийся при сварке из углекислого газа, и тем самым защитить металл сварного шва от окисления.
Сварку разрешается производить только очищенной проволокой, без следов масла, грязи и ржавчины. При этом подлежащие соединению кузовные детали непосредственно в местах сварки должны быть также очищены от краски и других загрязнений.
Углекислый газ (СО2) является наиболее распространенным защитным газом, применяющимся при сварке плавящимся электродом. Его основные свойства: газ бесцветен и не ядовит; плотность при атмосферном давлении и температуре 20 °С составляет 1,98 кг/м3; температура сжижения при атмосферном давлении 78,5 °С; выход газа из 1 кг жидкой углекислоты (при 0 °С и 0,1 МПа) 505 л. По ГОСТ 8050-85 выпускается углекислый газ трех марок: сварочный, пищевой и технический. Содержание водяных паров в сварочном углекислом газе при температуре -)-20°С и давлении 0,1 МПа должно быть не более 0,184 г/м\ Для сварки можно использовать также и пищевой углекислый I аз с предварительной осушкой.
Углекислый газ поставляется в сжиженном состоянии в баллоне типа А вместимостью 40 л, в котором при максимальном давлении 7,5 МПа (75 кгс/см2) вмещается 25 кг углекислоты. При испарении такого количества жидкой углекислоты образуется более 12,5 тыс. л углекислого газа. Нормальный расход углекислого газа при полуавтоматической сварке тонколистовых кузовных деталей легкового автомобиля составляет 6-9 л/мин.
Наименьший расход материалов (сварочной проволоки и углекислого газа) достигается при соединении деталей методом точечной сварки.
Сварочные швы и соединения классифицируют по разным признакам. Также важно понимать, что это разные понятия.
Сварной шов - это то место в металле, которое во время сваривания находится в расплавленном состоянии. А когда металл остывает, шов кристаллизуется. Сварное соединение - это более широкое понятие. Соединение непосредственно включает в себя сам шов, а также прилегающие зоны, а именно: зону, которая подвергалась термическому воздействию в процессе сваривания, зону сплавления, часть металла, которая расположена возле зону подвергшейся нагреванию.
Важно различать сварные швы и соединения, так как свойства первого определяют форму, прочность металла собственно в месте, где происходило сваривание. А свойства соединения определяются свойствами самого шва и остальных зон соединения, пластических деформаций и, соответственно, влияют на характер распределения усилий, которые будут действовать в сварном соединении.
Также стоит понимать, что в одном сварном соединении может быть от одного и более швов.
Для того, чтобы понимать, в каких ситуациях и для каких работ применяются те или иные сварочные швы и соединения, следует подробно ознакомиться с их характеристиками.
Виды сварочных швов и их характеристики.
Классификация сварных швов происходит по таким признакам:
Форма поперечного сечения:
- Стыковые - элементы, расположенные в одной плоскости, стыкуют торцами и сваривают.
- Угловые - элементы сваривают под определенным углом.
- Прорезные - элементы (листы) накладывают друг на друга и проплавляют их друг в друга.
Основное отличие - разная геометрия и основные параметры швов. Если, к примеру, у стыкового шва главными являются высота усиления и ширина, то в угловом - катет шва.
Конфигурация сварного шва:
- Прямолинейные.
- Криволинейные.
- Кольцевые.
Протяжность сварного шва:
- Сплошные подразделяются на короткие - их длина составляет не более 300 мм, средние - до 1 метра и длинные - более 1 метра.
- Прерывистые - у них может быть цепное и шахматное расположение швов на сварном соединении.
Способ сварки, который применялся:
- Выполненные плавящимся электродом ручной дуговой сваркой.
- Выполненные в газовой среде плавящимся электродом.
Количество шовных слоев:
- Односторонние.
- Двухсторонние.
- Многослойные.
Объем наплавленного металла:
- Нормальные.
- Усиленные.
- Ослабленные.
Сварочные соединения: виды и свойства.
Основной признак, по которому классифицируют сварочные соединения, - расположение элементов друг относительно друга. Исходя из этого, различают такие типы:
- Стыковые - их образование обуславливается созданием швов стыкового типа.
- Угловые - создаются при сваривании угловых швов.
- Нахлесточные - эти соединения также образуются с помощью угловых, а также при помощи прорезных швов.
- Тавровые - для создания таких соединений также применяют угловые швы, реже - прорезные.
Стыковые соединения наиболее распространены, так как имеют самое низкое значение напряжения, а также меньше всего поддаются деформации в процессе сваривания. Этот тип соединений наименее расходный по металлу, но также требует наиболее тщательной подготовки деталей перед непосредственным свариванием. С помощью стыковых швов можно сваривать металлоизделия толщиной от 1 до 60 мм. Для каждой толщины есть рекомендации по форме скоса кромок листа - Х-образный, Y-образный U-образный и так далее.
Угловые соединения - элементы сваривания расположены под любым углом один к другому, но не несут большого напряжения. Различные сосуды, емкости, резервуары - чаще всего свариваются таким способом. Толщина металла не превышает 1-3 мм.
Нахлесточные соединения - этот тип соединения не требует особенной обработки кромок металла, как при стыковой сварке, но расход металла - основного и наплавленного будет большим. Толщина металла при этом типе сварки - не больше 12 мм. Чаще всего используется двухсторонний шов, чтобы с противоположной стороны шва не проникала влага.
Тавровые соединения - каркасы ферм, колонны, стойки, балки чаще всего свариваются с помощью этого типа соединения. В сечении это соединение представляет собой букву Т, причем сварочный шов может быть как с одной, так и с двух сторон.
Перед началом любых сварочных работ важно получить представление о том, какие существуют виды сварных швов и соединений. Эта информация поможет эффективно использовать ресурсы при выполнении работ и даст представление, для каких именно изделий предпочтительнее использовать те или иные сварные швы и соединения.
размер шрифта
ПОСТАНОВЛЕНИЕ Госгортехнадзора РФ от 11-06-2003 88 ОБ УТВЕРЖДЕНИИ ПРАВИЛ УСТРОЙСТВА И БЕЗОПАСНОЙ ЭКСПЛУАТАЦИИ ПАРОВЫХ И... Актуально в 2017 году
3.7. Сварные соединения, расположение сварных швов и отверстий
3.7.1. Сварные швы должны быть стыковыми, с полным проплавлением.
Применение угловых сварных соединений допускается при условии сплошного ультразвукового или радиографического контроля.
Допускается применение угловых швов с конструктивным зазором без контроля радиографией или ультразвуком для приварки к коллекторам, барабанам водотрубных котлов и корпусам газотрубных котлов труб и штуцеров внутренним диаметром не более 100 мм, а также плоских фланцев (независимо от их диаметра) и элементов укрепления отверстий. Контроль качества таких соединений должен выполняться по нормативной документации (далее по тексту НД), согласованной с Госгортехнадзором России.
Допускается применение нахлесточных соединений для приварки наружных муфт соединений труб условным проходом менее 16 мм, а также для приварки накладок и рубашек.
3.7.2. В стыковых сварных соединениях деталей различной номинальной толщины должен быть обеспечен плавный переход от одной детали к другой путем постепенного утонения более толстостенной детали с углом наклона каждой из поверхностей перехода не более 15 град.
Допускается увеличить угол наклона поверхностей перехода до 30 град., если надежность соединения обоснована расчетом на прочность с определением расчетного ресурса.
При разнице в номинальной толщине свариваемых элементов стенки менее 30% толщины стенки тонкого элемента, но не более 5 мм допускается осуществление указанного плавного перехода со стороны раскрытия кромок за счет наклонного расположения поверхности шва.
Требования к стыковым соединениям разнотолщинных элементов с различными прочностными свойствами, например, соединениям литых элементов с трубами, деталями из листа или поковок, а также соединениям труб с крутоизогнутыми коленами, изготовленными методами протяжки или гибки с осадкой, должны определяться НД, согласованной с Госгортехнадзором России.
3.7.3. Конструкция и расположение сварных швов должны обеспечивать:
а) возможность выполнения сварных соединений с соблюдением всех установленных в НД, производственно-технической документации (далее по тексту ПТД) требований по сварке;
б) свободное размещение нагревательных устройств в случае местной термической обработки;
в) доступность проведения контроля качества сварных соединений предусмотренными для них методами;
г) возможность выполнения ремонта сварных соединений с последующей термообработкой и контролем, если они предусмотрены НД.
3.7.4. Не допускается пересечение стыковых сварных соединений. Смещение осей сварных швов, выходящих на границу сварного шва параллельно или под углом, должно быть не менее 3-кратной толщины более толстого листа, но не менее 100 мм.
Требование настоящего пункта не является обязательным для стыковых сварных соединений деталей с номинальной толщиной стенки до 30 мм включительно, а также для сборочных единиц, предварительно сваренных из деталей различной номинальной толщины при одновременном соблюдении следующих условий:
а) сварные соединения должны быть выполнены автоматической сваркой;
б) места пересечения сварных швов должны быть подвергнуты ультразвуковому и радиографическому контролю.
В случае если у сварного соединения располагаются отверстия, то от точки пересечения осей сварных швов ближайшая кромка
/-отверстия должна находиться на расстоянии не менее , где Dm и s - средний диаметр и толщина элемента соответственно, в котором располагаются отверстия, мм.
Измерения должны проводиться для барабанов по внутренней, а для остальных элементов - по наружной поверхности.
3.7.5. Минимальное расстояние между осями швов соседних несопрягаемых стыковых сварных соединений (поперечных, продольных, меридиональных, хордовых, круговых и др.) должно быть не менее номинальной толщины свариваемых деталей, но не менее 100 мм при толщине стенки более 8 мм и не менее 50 мм при толщине стенки 8 мм и менее.
3.7.6. Длина цилиндрического борта от оси стыкового сварного шва до начала закругления выпуклого днища или другого отбортованного элемента должна обеспечивать возможность ультразвукового контроля сварного шва приварки днища со стороны днища.
3.7.7. Сварные соединения котлов не должны соприкасаться с опорами. При расположении опор над (под) сварными соединениями расстояние от опоры до шва должно быть достаточным для проведения необходимого контроля за состоянием сварного соединения в процессе эксплуатации.
Допускается перекрывать опорами поперечные сварные соединения цилиндрических корпусов котлов, эксплуатируемых в горизонтальном положении, при условии, что перекрываемые участки сварных
соединений с припуском на сторону не менее , но не менее 100 мм были подвергнуты сплошному радиографическому или ультразвуковому контролю.
Не допускается перекрывать опорами места пересечения и сопряжения сварных соединений.
3.7.8. Расстояние от края шва стыкового сварного соединения до оси отверстий под развальцовку или приварку труб должно быть не менее 0,9 диаметра отверстия. Допускается располагать отверстия для приварки труб или штуцеров на стыковых сварных соединениях и на расстоянии от них менее 0,9 диаметра отверстия при выполнении следующих условий:
а) до расточки отверстий сварные соединения должны быть подвергнуты радиографическому или ультразвуковому контролю на участке отверстий с припуском не менее , но не менее 100 мм в каждую сторону сварного шва;
б) расчетный ресурс эксплуатации должен быть обоснован поверочным расчетом на прочность.
Расчеты допускается не производить, если расстояние между кромками отверстий, расположенных в продольном шве, не менее 2 , а для отверстий в кольцевом (поперечном) шве - не менее .
Допускается располагать отверстия под развальцовку труб на стыковых сварных соединениях в соответствии с НД, согласованной с Госгортехнадзором России.
3.7.9. Расстояние между центрами двух соседних отверстий в обечайках и выпуклых днищах по наружной поверхности должно быть не менее 1,4 диаметра отверстия или 1,4 полусуммы диаметров отверстий, если диаметры различны.
При расположении отверстий в один продольный или поперечный ряд допускается указанное расстояние уменьшить до 1,3 диаметра. При установке в таком ряду труб газоплотной мембранной панели с приваркой поверхности коллектора труб и проставок между ними (или плавников) по всей протяженности стыкуемой с коллектором панели расстояние между отверстиями допускается уменьшить до 1,2 диаметра отверстия.
Строение соединений металлических деталей, образуемое сваркой, состоит из сварного шва и прилегающих к нему зон, подвергающихся плавлению и термическому воздействию. Непосредственно – это участок, который во время сварки находится в расплавленном состоянии. При остывании металла он кристаллизуется.
Схема сварного соединения: а - при сварке плавлением, б - при сварке давлением, 1 – сварной шов, 2 – зона сплавления, 3 – зона термического влияния, 4 – основной металл.
Прочность соединения зависит от предварительной обработки свариваемых поверхностей, свойств полученного шва и других участков соединения, подвергающихся структурным изменениям в процессе сварки и влияющих на распределение усилий при последующих нагрузках. В одном соединении может быть несколько швов.
Разделка швов сварных соединений
Подготовка кромок соединений осуществляется с помощью болгарки с отрезным и шлифовальным кругами. Используется и сварочный аппарат в режиме резки.
Существует 4 основных конструктивных типа соединения свариваемых деталей:
- стыковой;
- нахлесточный;
- угловой;
- тавровый.
При сварке встык поверхности соединяют предварительно обработанными торцами. Нахлесточное соединение получают накладыванием одной из пластин на другую с образованием угловых швов. Величина нахлеста должна быть больше суммарной толщины свариваемых поверхностей в 3-5 раз. Угловые и тавровые соединения образуются при сваривании элементов конструкций под прямым углом.
Стыковое соединение может выполняться без обработки кромок, если зазор между кромками не превышает 2 мм. В этом случае срезаются лишь зазубрины и неровности. При возможности производится обработка только одной стыкуемой кромки.
Для деталей с толщиной в 4-25 мм производятся соединение с ровным или овальным скосом торцов и двусторонняя разделка с V-образным или U-образным скосом. Зазор выдерживается в 1-2 мм.
При тавровом соединении для формирования стыка обрабатывается только торец детали, стыкуемой с плоской поверхностью. Для деталей с толщиной более 10 мм производится односторонняя или двухсторонняя разделка с обрезанием кромки по 45°. При этом сварка при большой толщине металла и требуемой высокой прочности выполняется в несколько слоев с заполнением всего разделочного пространства.

В нахлестном соединении разделка кромок не предусматривается технологией. Осуществляется лишь обработка прилегающей к плоскости части кромки. Швы накладываются по кромкам обеих деталей. Из соображений герметизации выполняется двойной шов. Для придания соединению необходимой прочности и при большой толщине металла производится усиление нахлеста прорезным швом, пробковой сваркой или проплавкой.
При угловом соединении обрабатывается кромка одной из стыкуемых деталей. Вторая лишь ровно отрезается и шлифуется для удаления заусениц и зазубрин. Шов может накладываться как с наружной стороны, так и с обеих для большей прочности. Как и при тавровом соединении, разделка производится односторонняя или V-образная двусторонняя. В первом варианте при толщине металла в 8-25 мм сварка выполняется в несколько слоев.
Процессы, происходящие в структуре соединения при сварке
Процесс кристаллизации шва начинается сразу после отвода дуги от свариваемого участка. Застывание металла происходит в направлении, обратном отводу тепла в структуру основной поверхности, начиная от краев сварочной ванны к ее центру. Средняя скорость кристаллизации и скорость сварки равны. По границам шва формируются кристаллиты наплавляемого и основного металла, обеспечивающие монолитность строения слоев и прочность соединения.

Остановка начального процесса кристаллизации происходит достаточно быстро, при остывании шва на 20-30° С, то есть до температуры 1450-1500° С. После его завершения в структуре металла не происходит никаких изменений до его остывания до 850° С, когда металл начинает выходить из аустенитной формы.
Затем происходит процесс вторичной кристаллизации в структуре строения шва и прилегающем к нему основном металле. Он также протекает в коротком температурном диапазоне. Структура сварного шва становится стабильной по достижении им температуры в 720° С.
Кристаллиты сварочного шва имеют столбчатое строение структуры, характерное для процесса литья металла. Этот вид кристаллизации способствует вытеснению газовых и шлаковых фракций.
Зоны сварного соединения
При сварке металлических деталей плавлением соединение образует несколько зон:
- наплавленный металл шва;
- зона сплавления;
- зона термического влияния;
- основной металл.
Зона наплавленного металла формируется за счет плавления электродного или присадочного металла и частичного соединения его с основным материалом. При электродуговой сварке в наплавляемый металл добавляется до 10% базового металла. При сварке проволокой под флюсом внедрение основного металла составляет около 50%.
Характеристики строения наплавленного металла отличаются как от основного материала, так и от присадочного.
К зоне сплавления относится слой толщиной в 0,1-0,4 мм с образовавшимися частично оплавленными зернами. На этом участке происходит соединение металла ванны и базовой поверхности, и от его качества зависит прочность свариваемых деталей.
Зоной термического влияния называют участок, не подвергшийся плавлению, в структуре которого при сварке происходит изменение свойств в результате пластической деформации. Эта часть соединения состоит из нескольких участков с особой структурой и свойствами.

Основной металл – зона, структура которой не подвержена изменениям в результате сварки. Условной границей нагрева участка считается температура 450° С. Но при сварке поверхностей из низкоуглеродистых сталей с содержанием азота и кислорода более 0,005% и водорода более 0,0005% в области этого участка происходит снижение вязкости и пластичности металла.
Эта зона называется участком синеломкости и при нагреве до 200-400° С имеет склонность к образованию трещин. Изменение механических свойств участка происходит в результате выпадения по его границам зерен нитридов и оксидов. При сварке некоторых металлов участок способствует увеличению прочности шва, но снижает вязкость и пластичность металла.
Контроль качества сварных соединений
Пористость сварного шва образовывается в результате перенасыщения структуры соединения газами из воздуха и выделяющимися в процессе разложения электродного покрытия. Непроваром называют отсутствие сцепления между наплавленным и основным металлом или между валиками. Возникает дефект из-за некачественной обработки кромок, несоблюдения технологии сварки и т. д.
Прожоги – сквозные отверстия, возникающие в процессе сваривания элементов с небольшой толщиной. Они могут возникнуть по причине недостаточного притупления кромок, превышения силы сварочного тока, при недостаточно высокой скорости сваривания. При автоматической сварке дефект может образоваться при слабом поджатии флюсовой подушки или подкладки, наличии загрязнений на поверхностях.
Качество структуры соединения, получаемой в результате сварки, зависит от многих факторов. К ним относятся режим сварки, подготовка и пространственное положение свариваемых деталей, профессионализм сварщика. Работоспособность свариваемой конструкции определяет комплексная совокупность учета свойств материала, условий последующей эксплуатации изделия и соблюдения технологии сварки.