1. Задание на проектирование
2. Теоретическая часть
3. Схема ректификационной колонны
4. Расчет ректификационной колонны
4.1 Материальный баланс. Уравнения рабочих линий
4.5 Тепловой расчет установки
Список использованных источников
1. Задание на проектирование
Рассчитать и спроектировать колонну ректификации (тарельчатую) для разделения смеси уксусной кислоты – вода поступающей в количестве 10 тонн в час. Состав исходной смеси 10% (масс.) уксусной кислоты и 90% (масс.) воды. Требуемое содержание уксусной кислоты в дистилляте 0,5% (масс.), а в кубовом остатке 70% (масс.). Ректификация производится под атмосферном давлении. Греющий пар имеет давление Р изб =3 атм.
Техническая характеристика
1. Аппарат предназначен для разделения смеси уксусная кислота – вода концентрацией 10% (масс).
2. Греющий пар имеет давление Р=3атм.
3. Температура среды в кубе до 105°С.
4. Среда в аппарате не токсичная.
5. Тип тарелок - ситчатые.
6. Число тарелок - 33.
Технические требования
1. При изготовлении, испытания и поставки аппарата должны выполняться требования:
А) ГОСТ 12.2.003-74 "Оборудование производственное. Общие требования безопасности"
Б) ГОСТ 26-291-79 "Сосуды и аппараты стальные сварные. Технические требования"
2. Материал тарелок или частей колонны, соприкасающимися с разделяемыми жидкостями или их парами, из стали Х18НЮТ ГОСТ 5949-75, остальные элементы колонны из стали ВСт Зсп. ГОСТ 380-71.
3. Аппарат испытать на прочность и плотность гидравлически:
А) в горизонтальном положении - давлением 0,2 Мпа;
Б) в вертикальном положении - наливом.
4. Сварные соединения должны соответствовать требованиям ОН 26-01-71-68 "Сварка в химическом машиностроении." Сварку В Ст Зсп. Произвести электродом марки АНО-5-4,5-2 по ГОСТ 9467-75.
5. Сварные швы в объеме 100% контролировать рентгенопросвечиванием.
6. Прокладки из паронита ПОН-1 ГОСТ 481-71.
7. Неуказанный вылет штуцеров 150мм.
8. Размеры для справок.
2. Теоретическая часть
Ректификация представляет собой процесс многократного частичного испарения жидкости конденсации паров. Процесс осуществляется путем контакта потоков пара и жидкости, имеющих различную температуру, и проводятся обычно в колонных аппаратах. При каждом контакте и жидкости испаряется преимущественно низкокипящий компонент, которым обогащаются пары из паров конденсируется преимущественно высококипящий компонент, переходящий в жидкости. Такой двусторонний обмен компонентами, повторяемый многократно, позволяет получить, в конечном счете, пары, представляющие собой почти чистый низкокипящий компонент. Эти пары после конденсации в отдельном аппарате дают дистиллят (ректификат) и флегму – жидкость, возвращаемую для орошения колонны и взаимодействия с поднимающимися нарами. Пар получают путем частичного испарения снизу колонны остатка, являющегося почти чистым высококипящим компонентом.
Ректификация известна с начала XIX века как один из важнейших технологически процессов главным образом спиртовой и нефтяной промышленности. В настоящее время ректификацию все шире применяют в самых различных областях химической технологии, где выделение компонентов в чистом виде имеет весьма важное значение (в производства органического синтеза, изотопов, полимеров, полупроводников и различных других веществ высокой чистоты).
Процесс ректификации осуществляется путем многократного контакта между неравновесными жидкой и паровой фазами, движущимися относительно друг друга.
При взаимодействии фаз между ними происходит массо- и теплообмен обусловлены стремлением системы к состоянию равновесия. В результате каждого контакта компонент перераспределяются между фазами: пар несколько обогащается низкокипящим компонентом, жидкость - высококипящим. Многократное контактирование приводит к практически полном разделению исходной смеси.
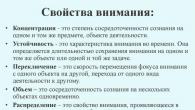
Устройство ректификационных аппаратов.
Рис. 1 Ректификационная колонна непрерывного действия.
1 – колонна; 2 – кипятильник; 3 – дефлегматор
Таким образом, отсутствие равновесия (и соответственно наличие разности температур фаз при движении фаз с определенной относительной скоростью и многократном их контактированиии являются необходимыми условиями проведения ректификации.
Процессы ректификации осуществляются периодически или непрерывно при различны давлениях: при атмосферном давлении, под вакуумом (для разделения смесей высококипящих веществ), а также под давлением больше атмосферного (для разделения смесей, являющихся газообразными при нормальных температурах).
Для проведения процессов ректификации применяют аппараты разнообразных конструкций основные типы которых не отличаются от соответствующих типов абсорберов.
В ректификационных установках используют главным образом аппараты двух типов:
насадочные и тарельчатые ректификационные колонны. Кроме того, для ректификации.
вакуумом применяют пленочные и роторные колонны различных конструкций
Насадочные, барботажные, а также некоторые пленочные колонны по конструкции внутренних устройств (тарелок, насадочных тел и т. д.) аналогичны абсорбционным колоннам. Однако в отличие от абсорберов ректификационные колонны снабжен теплообменными устройствами - кипятильником (кубом) и дефлегматором (рис. 1). Кроме того, для уменьшения потерь тепла в окружающую среду ректификационные аппараты покрывают тепловой изоляцией.

Рис- 2. Варианты установки дефлегматоров
а - на колонне: б - ниже верха колонны;
1 -дефлегматоры; 2 - колонны: 3 - насос.
Кипятильник или куб, предназначен для превращения в пар части жидкости, стекающей из колонны, и подвода пара в ее нижнюю часть (под насадки или нижнюю тарелку). Кипятильники имеют поверхность нагрева в виде змеевика или представляют собой кожухотрубчатый теплообменник, встроенный в нижнюю часть колонны. Более удобны для ремонта и замены выносные кипятильники, которые устанавливают ниже колонны с тем, чтобы обеспечить естественную циркуляцию жидкости.
Дефлегматор, предназначенный для конденсация паров и подачи орошения (флегмы) колонну, представляет собой кожухотрубчатый теплообменник, в межтрубном пространстве которого обычно конденсируются пары, а в трубах движется охлаждающий агент (вода).

Рис. 3. Сетчатая колонна.
а - схема устройства колонны; б – схема устройства тарелки; 1 - корпус; 2 - тарелка; 3 - переливная труба; 4 - стакан.
В случае частичной конденсации паров дефлегматоре его располагают непосредственно над, колонной, чтобы обеспечить большую компактность установки, либо вне колонны (рис 2). При этом конденсат (флегму) из нижней части дефлегматор подают непосредственно через гидравлический затвор на верх колонны, так как в данном случае отпадав необходимость в делителе флегмы.
В случае полной конденсации паров в дефлегматоре его устанавливают выше колонны, непосредственно на колонне или ниже верха колонны для того, чтобы уменьшить общую высоту установки. В последнем случае флегму из дефлегматора 1 подают в колонну 2 насосом. Такое размещение дефлегматора часто применяют при установке ректификационных колонн вне зданий, что более экономично в условиях умеренного климата.
Барботажные (тарельчатые) колонны. (Рис 3). Эти аппараты в процессах ректификации наиболее широко распространены. Они применимы для больших производительностей, широкого диапазона изменения нагрузок по пару и жидкости могут обеспечить весьма четкое разделение смесей Недостаток барботажных аппаратов – относительное высокое гидравлическое сопротивление - в условия ректификации не имеет существенного значения. При ректификации повышение гидравлического сопротивления приводит лишь к некотором увеличению давления и соответственно повышению температуры кипения жидкости кипятильнике колонны. Однако тот же недостаток сохраняет свое значение для процессов ректификации под вакуумом.
Ситчатые тарелки. (Рис. 3) . Колонна с ситчатыми тарелками представляет собой вертикальный цилиндрический корпус с горизонтальными тарелками, в которых равномерно по всей поверхности просверлено значительное число отверстий диаметром 1-5 мм. Газ проходи сквозь отверстия тарелки и распределяется в жидкости в виде мелких струек и пузырьков. Ситчатые тарелки отличаются простотой устройства, легкостью монтажа, осмотра и ремонт. Гидравлическое сопротивление этих тарелок невелико. Ситчатые тарелки устойчиво работают довольно широком интервале скоростей газа, причем в определенном нагрузок по газу и жидкость эти тарелки обладают высокой эффективностью. Вместе с тем ситчатые тарелки чувствительны загрязнителям и осадкам, которые забивают отверстия тарелок.
Колпачковые тарелки .
Менее чувствительны к загрязнениям, чем ситчатые, и отличаются более высоким интервалом устойчивой работы колонны с колпачковыми тарелками. Газ на тарелку поступает по патрубкам, разбиваясь затем прорезями колпачка на большое число отдельных струй. Далее газ проходит через слой жидкости, перетекающей по тарелки от одного сливного устройства к другому.

Рис. 4. Схема работы колпачковой тарелки
При движении через слой значительная часть мелких струй распадается и газ распределяется в жидкости в виде пузырьков. Интенсивность образования пены непосредственно на колонне или ниже верха колонны для того, чтобы уменьшить общую высоту установки. В последнем случае флегму из дефлегматора 1 подают в колонну 2 насосом. Такое размещение дефлегматора часто применяют при установке ректификационных колонн вне зданий, что более экономично в условиях умеренного климата.
Барботажные (тарельчатые) колонны. (Рис 3). Эти аппараты в процессах ректификации наиболее широко распространены. Они применимы для больших производительностей, широкого диапазона изменения нагрузок по пару и жидкости и могут обеспечить весьма четкое разделение смесей. Недостаток барботажных аппаратов – относительно – высокое гидравлическое сопротивление - в условия, ректификации не имеет существенного значения. При ректификации повышение гидравлического сопротивления приводит лишь к некоторому, повышению температуры кипения жидкости в кипятильнике колонны. Однако тот же недостаток сохраняет свое значение для процессов ректификации под вакуумом.
В таких колоннах используют различные виды тарелок: ситчатые, колпачковые, провальные, клапанные, пластинчатые и др.
Ситчатые тарелки. (Рис. 3). Колонна с ситчатыми тарелками представляет собой вертикальный цилиндрический корпус с горизонтальными тарелками, в которых равномерно по всей поверхности просверлено значительное число отверстий диаметром 1-5 мм. Газ проходи сквозь отверстия тарелки и распределяется в жидкости в виде мелких струек и пузырьков ситчатые тарелки отличаются простотой устройства, легкостью монтажа, осмотра и ремонта. Гидравлическое сопротивление этих тарелок невелико. Ситчатые тарелки устойчиво работают в довольно широком интервале скоростей газа, причем в определенном нагрузок по газу и жидкости эти тарелки обладают высокой эффективностью. Вместе с тем ситчатые тарелки чувствительны к загрязнителям и осадкам, которые забивают отверстия тарелок.
Колпачковые тарелки. Менее чувствительны к загрязнениям, чем ситчатые, и отличаются более высоким интервалом устойчивой работы колонны с колпачковыми тарелками. Газ на тарелку поступает по патрубкам, разбиваясь затем прорезями колпачка на большое число отдельных струй. Далее газ проходит через слой жидкости, перетекающей по тарелке от одного сливного устройства к другому. При движении через слой значительная часть мелких струй распадается и газ распределяется в жидкости в виде пузырьков. Интенсивность образования пены и брызг на колпачковых тарелках зависит от скорости движения газа и глубины погружения колпачка в жидкость. Колпачковые тарелки изготовляют с радиальным или диаметральным переливами жидкости. Колпачковые тарелки устойчиво работают при значительных изменениях нагрузок по газу и жидкости. К их недостаткам следует отнести сложность устройства и высокую стоимость, низки предельные нагрузки ею газу, относительно высоко гидравлическое сопротивление, трудность очистки.
Клапанные тарелки. (рис. 5). Принцип действия клапанных тарелок состоят в том, что свободно лежащий что свободно лежащий над отверстием в тарелке круглый клапан с изменением расхода газа своим весом автоматически регулирует величину площади зазора между клапаном и плоскостью тарелки для прохода газа и тем самым поддерживает постоянной скорость газа при его истечении в барботажный слой.
Рас. 5. Клапанные тарелки.
а, б - с круглыми колпачками; в, с пластинчатым клапаном; г - балластная; 1 - клапан; 2 - кронштейн- ограничитель; 3 - балласт.
При этом с увеличением скорости газа в колонне гидравлическое сопротивление клапанной тарелки увеличивается незначительно. Высота подъема клапана ограничивается высотой кронштейна ограничителя и обычно не превышает 8 мм.
Достоинства клапанных тарелок: сравнительно высокая пропускная способность по газу и гидродинамическая устойчивость, постоянная высокая эффективность в широком интервале нагрузок по газу.
Насадочные колонны . В этих колоннах используются насадки различных типов, но в промышленности наиболее распространены колонны с насадкой из колец Рашига. Меньшее гидравлическое сопротивление насадочных колонн по сравнению с барботажными особенно важно при ректификации под вакуумом. Даже при значительном вакууме в верхней части колонны вследствие большого гидравлического сопротивления ее разрежение в кипятильнике может оказаться недостаточным для требуемого снижения температуры кипения исходной смеси.
Для уменьшения гидравлического сопротивления вакуумных колонн в них применяю насадки с возможно большим свободным объемом.
В самой ректификационной колонне не требуется отводить тепло. Поэтому трудность отвода тепла из насадочных колонн является скорее достоинством, чем недостатком насадочных колонн в условиях процесса ректификации.
Пленочные аппараты . Эти аппараты применяется для ректификации под вакуумом смесей обладающих малой термической стойкостью при нагревании (например, различные мономеры полимеры, а также другие продукты органического синтеза).
В ректификационных аппаратах пленочного типа достигается низкое гидравлического сопротивление. Кроме того, задержка жидкости в единице объема работающего аппарата мала. К числу пленочных ректификационных аппаратов относятся колонны с регулярной насадкой в виде пакетов вертикальных трубок диаметром 6-20 мм (многотрубчатые колонны), а также пакетов плоскопараллельной или сотовой насадки с каналами различной формы, изготовленной и перфорированных металлических листов или металлической сетки.
Недостатки роторных колонн: ограниченность их высоты и диаметра (из-за сложности изготовления и требований, предъявляемых к прочности и жесткости ротора), а также высоки эксплуатационные расходы.
3. Схема ректификационной установки

Принципиальная схема ректификационной установки
Описание ректификационной установки
Принципиальная схема ректификационной установки представлена на рис. Исходная смесь из промежуточной емкости 9 центробежным насосом 10 подается в теплообменник 5, где подогревается до температуры кипения. Нагретая смесь поступает на разделение в ректификационную колонну / на тарелку питания, где состав жидкости равен составу исходной смеси ХF .
Стекая вниз по колонне, жидкость взаимодействует с поднимающимся вверх паром, образующимся при кипении кубовой жидкости в кипятильнике 2. Начальный состав пара примерно равен составу кубового остатка Xw , т.е. обеднен легколетучим компонентом. В результате массообмена с жидкостью пар обогащается легколетучим компонентом. Для более полного обогащения верхнюю часть колонны орошают в соответствии с заданным флегмовым числом жидкостью (флегмой) состав ХР, которая получается в дефлегматоре 3 путем конденсации пара, выходящего из колонны. Затем жидкость направляется в делитель флегмы 4. Часть конденсата выводится из дефлегматора в виде готового продукта разделения дистиллята, который охлаждается в теплообменнике 6, и направляется в сборник дистиллята 11 при помощи насоса 10.
Из кубовой части колонны насосом 10 непрерывно выводится кубовая жидкость - продукт, обогащенный труднолетучим компонентом, который охлаждается в холодильнике остатка 7 и направляется в емкость 8. Таким образом, в ректификационной колонне осуществляется непрерывный неравномерный процесс разделения исходной бинарной смеси на дистиллят с высоким содержанием легколетучего компонента и кубовой остаток, обогащенный труднолетучим компонентом.
4. Расчет ректификационной колонны
4.1 Расчет материального баланса
Уравнения материального баланса ректификационной колонны непрерывного действия, учитывающее количество поступающих и уходящих потоков, имеет следующий вид:
G F = G D +G W (1)
где G F – количество поступающей на разделение смеси, кг/с;
G D – массовый расход дистиллята, кг/с;
G W – массовый расход кубового остатка, кг/с;
G F ∙Х F = G D ∙Х D +G W ∙Х W (2)
где Х D – концентрация низкокипящего компонента в дистилляте, массовые доли;
Х W – концентрация низкокипящего компонента в кубовом остатке, массовые доли;
Х F – концентрация низкокипящего компонента в исходной смеси, массовые доли.
Для того, чтобы найти массовый расход дистиллята Х D и массовый расход кубового остатка Х W подставим исходные данные в уравнение (1) и в уравнение (2). Затем решим эти уравнения совместно.
G D +G W = 10000
G D ∙ 0,995 + G W ∙ 0,3 = 10000 ∙ 0,9
G D ∙ 0,995 + (1000-G D ) ∙ 0,3 = 9000
0,695 ∙ G D = 9000 − 3000
0,695 ∙ G W = 6000
G D =8633 кг/ч
G D = 10000 − 8633 = 1367 кг/ч
Массовый расход дистиллята: G D = 8633 кг/ч
Массовый расход кубового остатка: G W =1367 кг/ч
Для дальнейших расчетов выразим концентрации питания, дистиллята и кубового остатка в мольных долях.
 (3)
(3)
где Х F – концентрация низкокипящего компонента в питании, мольные доли;
М в – мольная масса низкокипящего компонента, кг/моль;
М укс – мольная масса высококипящего компонента, кг/моль;
М укс = 60 кг/кмоль;
М в = 18 кг/кмоль;
 (4)
(4)
где Х D - концентрация низкокипящего компонента в дистилляте, мольные доли
 (5)
(5)

где Х W - концентрация низкокипящего компонента в кубовом остатке, мольные доли.
Подставим в формулу(3), в формулу (4) и в формулу (5) исходные данные и найдем содержание уксусной кислоты в смеси (питании), в дистилляте и в кубовом остатке.
Х F
=

Х D
=

Х W
=

Относительный мольный расход питания определяется по уравнению:
 (6)
(6)
Для проведения дальнейших
расчетов нам необходимо построить
кривую равновесия в координатах
 для системы этиловый спирт-вода при
атмосферном давлении.
для системы этиловый спирт-вода при
атмосферном давлении.
Здесь
 -
мольные доли воды в жидкости и в
равновесном с ним паре.
-
мольные доли воды в жидкости и в
равновесном с ним паре.
РБ и РТ – давление насыщенного пара воды и уксусной кислоты соответственно П- общее давление


Все необходимые данные для построения кривой равновесия приведены в таблице 1.
Таблица 1. Равновесные составы жидкости и пара для системы Уксусная кислота - вода
По данным таблицы 1 построим кривую равновесия

Рис.2. Кривая равновесия в координатах для системы уксусная кислота – вода.
Минимальное число флегмы
 определяется
по уравнению:
определяется
по уравнению:
 (7)
(7)
где у F * - концентрация низкокипящего компонента в паре, равновесном с жидкостью питания.
У F *=0.977
Подставим в уравнение (7) все необходимые данные и найдем минимальное число флегмы R min

Рабочее число флегмы R определяется по уравнению:
Подставим числовое значение минимального числа флегмы R min в уравнение (8) и определим рабочее число флегмы R .
Коэффициент избытка флегмы равен:

Уравнения рабочих линий
А) в верхней (укрепляющей) части колонны


где R – флегмовое число

Б) в нижней (исчерпывающей) части колонны
 Xw
Xw
где R – флегмовое число
F – относительный мольный расход питания
Определяем по соотношению:

 +
+
Где Md и Mf -мольные массы дистилята и исходной смеси;
M верх и M н- средние мольные массы жидкости в верхней и нижней части колоны.
Мольные массы в верхней и нижних частях колоны соответственно равны:
Где X срн и X срв – средний мольный состав жидкости в нижней и верхней частях колонны.
M cp в = кг/кмоль
M cp н = кг/кмоль
Мольная масса исходной смеси:
M F = кг/кмоль
Мольная масса дистиллята:
M D = кг/кмоль
Подставив, получим:
 кг/ч
кг/ч
 +
+ кг/ч
кг/ч
Средние массовые потоки пара в верхней G в и G н частях колонны соответственно равны:

Здесь M ’ в и M ’ н – средние мольные массы паров в верхней и нижней частях колонны:
M ’ верх = М в y срв + М укс (1-y срв)
M ’ н = М в y срн + М укс (1-y срн)
y срн и y срв – средний мольный состав пара в нижней и верхней частях колонны.
Значение y D , y F и y W получаем из уравнений рабочей линии. Тогда:
M ’ cp в = кг/кмоль
M ’ cp н = кг/кмоль
 кг/ч
кг/ч
 кг/ч
кг/ч
тарельчатый колонна ректификация дефлегматор
4.2 Определение скорости пара и диаметра колонны
По данным таблицы 1строим диаграмму t -x ,y .

Рисунок 2 Диаграмма t -x ,y для определения состава равновесия пара в зависимости от температуры
По диаграмме, представленной на рисунке 2, определяем средние температуры:
А) y cp в = 0.9397 t cp = 100.1 o C
Б) y cp н = 0.7346 t cp = 102.3 o C
Зная средние мольные, определяем массы и плотности пара:
M
’ cp
в = кг/кмоль
кг/кмоль
M
’ cp
н = кг/кмоль
кг/кмоль
M ’ в и M ’ н средние мольные массы пара в верхней и нижней части колонны соответственно;
ρ ув и ρ ун плотности пара в в верхней и нижней части колонны соответственно.
Температура в верхней части колонны при Х срв =0.9831 равна 100.01°С, а в нижней при X срн = 0.77795 равна 101.5°С. Отсюда t ср = 100.9755°С. Эти данные определены по диаграмме t -х,у, представленной на рисунке 2.
Плотность воды при t = 100 °С ρ в =958 кг/м 3 , а уксусной кислоты при ρ укс =958 кг/м 3 .
Принимаем среднюю плотность
жидкости в колонне:

Определяем скорость пара в колонне по уравнению:



Диаметр ректификационной колонны рассчитываем по формуле:

 м
м
 м
м
Берем диаметр колонны D = 3600 мм.
Тогда скорость пара в колонне будет равна:
 м/с
м/с
4.3 Гидравлический расчет тарелок
Выбираем тарелку типа ТС - Р [приложение 2, стр. 118].
Принимаем следующие размеры ситчатой тарелки:
Диаметр отверстий d o = 4 мм
Высота сливной перегородки h П = 40 мм
Свободное сечение тарелки (суммарная площадь отверстий) 8% от общей площади тарелки.
Площадь, занимаемая двумя сегментными переливными стаканами, составляет 20% от общей площади тарелки.
Периметр слива П = 3.1 м.
Рассчитаем гидравлическое сопротивление тарелки в верхней части и в нижней части колонны по уравнению:
где Δp сух - сопротивление сухой тарелки;
Δp б - сопротивление, вызываемое силами поверхностного натяжения;
Δp гж - сопротивление газожидкостного слоя на тарелке.
А) в верхней (укрепляющей) части колонны:

где
 - коэффициент сопротивления неорошаемых
ситчатых тарелок со свободным сечением
7-10%;
- коэффициент сопротивления неорошаемых
ситчатых тарелок со свободным сечением
7-10%;
Скорость пара в отверстиях тарелки.

где - поверхностное натяжение жидкости при средней температуре в верхней части колонны 100 °С; d 0 = 0-004 м - диаметр отверстий тарелки.

где
 отношение
плотности парожидкостного слоя (пены)
к плотности жидкости, принимаемое
приближенно равным 0.5.
отношение
плотности парожидкостного слоя (пены)
к плотности жидкости, принимаемое
приближенно равным 0.5.
h пж - высота парожидкостного слоя (пены) вычисляется по формуле:

где Δh высота слоя над сливной перегородкой рассчитывается по формуле:

где
 объемный
расход жидкости,
объемный
расход жидкости,

П - периметр сливной перегородки.
Объемный расход жидкости в верхней части колонны:

где М ср средняя мольная масса жидкости, кг/кмоль;
М D мольная масса дистиллята, кг/кмоль.
Ширину переливного порога находим, решая систему уравнений:


где R =1.8 м радиус тарелки; П=3.1 м - периметр сливной перегородки.
Найдем ширину переливного порога b :

Находим Δh:

Сопротивление парожидкостного слоя на тарелке:
Общее гидравлическое сопротивление тарелки в верхней части колонны:
Б) в нижней (исчерпывающей) части колонны:
Гидравлическое сопротивление сухой тарелки:
Сопротивление, обусловленное силами поверхностного натяжения:

где
 поверхностное
натяжение жидкости при
=100°С.
поверхностное
натяжение жидкости при
=100°С.
Объемный расход жидкости в нижней части колонны, рассчитывается по формуле:

где М F мольная масса жидкости питания, кг/кмоль
М ср средняя мольная масса жидкости, кг/кмоль
Высота слоя над сливной перегородкой:

Высота парожидкостного слоя на тарелке:
Сопротивление парожидкостного слоя на тарелке:
Общее гидравлическое сопротивление тарелки в нижней части колонны:
Проверим, соблюдается ли при расстоянии между тарелками h = 0.5 м необходимое условие для нормальной работы тарелок:
 >
>
Для тарелок нижней части, у которых общее гидравлическое сопротивление больше, чем у тарелок верхней части:
 <
<
Следовательно, вышеуказанное условие соблюдается.
Проверим равномерность работы тарелок - рассчитаем минимальную скорость пара в отверстиях , достаточную для того, чтобы ситчатая тарелка работала всеми отверстиями:
Рассчитанная скоростьменьше
рассчитанной ранее скорости
 ,
следовательно, тарелка будет работать
всеми отверстиями.
,
следовательно, тарелка будет работать
всеми отверстиями.
4.4 Определение числа тарелок и высоты колонны
Число тарелок рассчитывается по уравнению:
где η =средний К.П.Д. тарелок
Для определения среднего К.П.Д. тарелок находим коэффициент относительной летучести разделяемых компонентов:

и коэффициент динамической вязкости исходной смеси ц при средней температуре в колонне, равной
При этой температуре давление насыщенного пара воды Рв = 867.88 мм.рт.ст., уксусной кислоты Рук = 474.15 мм.рт.ст, откуда

Динамический коэффициент вязкости воды при 101°С равен 0.2838 мПа*с, уксусной кислоты 0.4916 мПа*с. Принимаем динамический коэффициент вязкости исходной смеси
V , стр556].
По графику [Рис. 7.4, стр. 323] находим
значение
 .Длина
пути жидкости на тарелке:
.Длина
пути жидкости на тарелке:
По графику [рис. 7.5, стр. 324] находим значение поправки на длину пути Δ=0.2375 Средний К.П.Д. тарелок находим по уравнению:
Число тарелок определяем аналитическим методом, используя табличный процессор Excel . Система уравнений позволяющая определить число тарелок, а также составы пара и жидкости, покидающих каждую из тарелок, включает в себя уравнение равновесия

где α коэффициент относительной летучести разделяемых компонентов:
уравнения рабочих линий
для верхней части колонны
для нижней части колонны
выражение для коэффициента
обогащения
 .
.
Расчет состоит в последовательном определении в сечении колонны между тарелками составов пара и жидкости (y i , x i ).
Нижние индексы у составов пара и жидкости отвечают номеру сечения. Номер тарелки совпадает с номером расположенного под нею сечения.
Примем, что коэффициент летучести постоянен, коэффициент обогащения постоянен, куб-испаритель не обладает разделяющим действием, выходящий из него пар имеет тот же состав, что и кубовый остаток.
Блок схема расчета

Результат расчета
|
нижняя часть |
||||||
|
нижняя часть |
||||||
|
нижняя часть |
||||||
|
нижняя часть |
||||||
|
нижняя часть |
||||||
|
нижняя часть |
||||||
|
нижняя часть |
||||||
|
нижняя часть |
||||||
|
нижняя часть |
||||||
|
нижняя часть |
||||||
|
нижняя часть |
||||||
|
нижняя часть |
||||||
|
нижняя часть |
||||||
|
нижняя часть |
||||||
|
верхняя часть |
||||||
|
верхняя часть |
||||||
|
верхняя часть |
||||||
|
верхняя часть |
||||||
|
верхняя часть |
||||||
|
верхняя часть |
||||||
|
верхняя часть |
||||||
|
верхняя часть |
||||||
|
верхняя часть |
||||||
|
верхняя часть |
||||||
|
верхняя часть |
||||||
|
верхняя часть |
||||||
|
верхняя часть |
||||||
|
верхняя часть |
||||||
|
верхняя часть Расход теплоты, отдаваемой охлаждающей воде в дефлегматоре-конденсаторе, находим по уравнению: Ректификация это процесс, который осуществляется в противоточных колонных аппаратах с контактными элементами в виде тарелок. Процесс ректификации обладает рядом особенностей. Различное соотношение нагрузок по жидкости и пару в нижней и верхней части колонны. Совместное протекание процессов массо и теплопереноса. Всё это осложняет расчет тарельчатых ректификационных колонн. Большое разнообразие тарельчатых контактных устройств затрудняет выбор колонны. В данном случае мы выбираем колонну с тарелками типа ТС-Р, потому что она соответствует общим требованиям таким как: высокая интенсивность единицы объема аппарата, его стоимость. Диаметр и высота колонны определяются нагрузками по пару и жидкости и физическими свойствами взаимодействующих фаз. Список литературы 1. Дытнерский Ю.И. " Основные процессы и аппараты химической технологии. Курсовое проектирование" : расчет ректификационной колонны ; подробный тепловой расчет дефлегматора; ориентировочный расчет теплообменников. Перечень... данной курсовой работе мы произвели расчет ректификационной колонны для разделения смеси: ацетон- ...Расчет насадочной ректификационной колонны непрерывного действия по разделению смеси хлороформ-бензолКурсовая работа >> ХимияРекомендаций сводится к использованию для расчета ректификационных колонн кинетических зависимостей, полученных при... жидкости. 2. Расчет насадочной ректификационной колонны непрерывного действия 2.1 Материальный баланс колонны и рабочее флегмовое... Расчет ректификационной установки для разделения бинарной смеси этиловый спирт-водаКурсовая работа >> ХимияВ данной курсовой работе проведен расчет ректификационной колонны непрерывного действия с ситчатыми тарелками для... Л., Химия, 1993 г. Г.Я. Рудов, Д.А. Баранов. Расчет тарельчато ректификационной колонны , методические указания. М., МГУИЭ, 1998 г. Каталог... Расчет тарельчатой ректификационной колонны для разделения бинарной углеводородной смеси бензол-толуолКурсовая работа >> Химия2. Теоретические основы расчета тарельчатых ректификационных колонн Известно два основных метода анализа работы и расчета ректификационных колонн : графоаналитический... |
Рано или поздно почти каждый любитель самодельного алкоголя задумывается о приобретении или изготовлении ректификационной колонны (РК) – устройства для получения чистого спирта. Начинать нужно с комплексного расчета базовых параметров: мощности, высоты, диаметра царги, объема куба и т.д. Эта информация будет полезна как желающим сделать все элементы своими руками, так и собравшимся купить готовую ректификационную колонну (поможет определиться с выбором и проверить продавца). Не затрагивая конструктивных особенностей отдельных узлов, мы рассмотрим общие принципы построения сбалансированной системы для ректификации в домашних условиях.
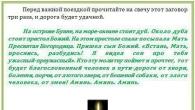
 Схема работы колонны
Схема работы колонны Характеристики трубы (царги) и насадки
Материал. Труба во многом определяет параметры ректификационной колонны и требования ко всем узлам аппарата. Материалом для изготовления царги является хромоникелевая нержавеющая сталь – «пищевая» нержавейка.
Благодаря химической нейтральности пищевая нержавеющая сталь не оказывает воздействия на состав продукта, что и требуется. На спирт перегоняют сырец из сахарной браги или отходы дистилляции («головы» и «хвосты»), поэтому главной целью ректификации является максимальная очистка выхода от примесей, а не изменение органолептических свойств спирта в ту или иную сторону. Использовать медь в классических ректификационных колоннах неуместно, поскольку этот материал слегка изменяет химический состав напитка и подходит для производства дистиллятора (обычного самогонного аппарата) или бражной колонны (частный случай ректификации).
 Разобранная труба колонны с установленной насадкой в одной из царг
Разобранная труба колонны с установленной насадкой в одной из царг Толщина. Царгу делают из нержавеющей трубы с толщиной стенки 1-1,5 мм. Более толстая стенка не нужна, так как это приведет к удорожанию и утяжелению конструкции без получения каких-либо преимуществ.
Параметры насадки. Говорить о характеристиках колонны без привязки к насадке не корректно. При ректификации в домашних условиях используют насадки с площадью контактной поверхности от 1,5 до 4 кв. м/литр. С увеличением площади контактной поверхности возрастает и разделяющая способность, но падает производительность. Уменьшение площади приводит к снижению разделяющей и укрепляющей способности.
Производительность колонны вначале растет, но потом для поддержания крепости выхода оператор вынужден понижать скорость отбора. Это значит, что существует некий оптимальный размер насадки, который зависит от диаметра колонны и позволят достичь наилучшего сочетания параметров.
Размеры спирально-призматической насадки (СПН) должны быть меньше внутреннего диаметра колонны примерно в 12-15 раз. Для диаметра трубы 50 мм – 3.5х3.5х0.25 мм, для 40 – 3х3х0.25 мм, а для 32 и 28 – 2х2х0.25 мм.
В зависимости от поставленных задач целесообразно использовать разные насадки. Например, при получении укрепленных дистиллятов часто применяют медные кольца диаметром и высотой 10 мм. Понятно, что в этом случае целью является не разделяющая и укрепляющая возможность системы, а совершенно другой критерий – каталитическая способность меди устранять из спирта сернистые соединения.
 Варианты спирально-призматических насадок
Варианты спирально-призматических насадок Не стоит ограничивать арсенал одной, пусть даже самой лучшей насадкой, таких просто нет. Есть наиболее подходящие для решения каждой конкретной задачи.
Даже небольшое изменение диаметра колонны серьезно влияет на параметры. Для оценки достаточно помнить, что номинальные мощность (Вт) и производительность (мл/час) численно равны площади поперечного сечения колонны (кв. мм), а значит, пропорциональны квадрату диаметра. Обращайте на это внимание при выборе царги, всегда считайте внутренний диаметр и по нему сравнивайте варианты.
Зависимость мощности от диаметра трубы
Высота трубы. Для обеспечения хорошей удерживающей и разделительной способности, не зависимо от диаметра, высота ректификационной колонны должна быть от 1 до 1,5 м. Если меньше – не хватит места для накопленных в ходе работы сивушных масел, в результате сивуха начнет прорываться в отбор. Еще один недостаток – головы будут нечетко разделяться на фракции. Если высота трубы больше – это не приведет к существенному улучшению разделяющей и сдерживающей способности системы, но увеличит время перегона, а также количество «голов» и «подголовников».Другими словами, с увеличением высоты трубы прибавка к разделяющей способности ректификационной колонны на каждый дополнительный сантиметр снижается. Эффект от увеличения трубы с 50 см до 60 см на порядок выше, чем со 140 см до 150 см.
Объем куба для ректификационной колонны
Чтобы повысить выход качественного спирта, но не допустить переполнения сивухой колонны, навалку (наполнение) спирта-сырца в кубе ограничивают в диапазоне 10-20 объемов насадки. Для колонн высотой в 1,5 м и диаметром 50 мм – 30-60 л, 40 мм – 17-34 л, 32 мм – 10-20 л, 28 мм – 7-14 л.
С учетом заполнения куба на 2/3 объема, для колонны внутренним диаметром царги 50 мм подойдет 40-80 литровая емкость, для 40 мм – 30-50 литровая, для 32 мм – 20-30 литровый куб, а для 28 мм – скороварка.
При использовании куба объемом ближе к нижней границе рекомендованного диапазона можно смело убрать одну царгу и уменьшить высоту до 1-1,2 метра. В результате сивухи будет относительно мало для прорыва в отбор, а вот объем «подголовников» заметно уменьшится.
Источник и мощность нагрева колонны
Тип плиты. Самогонное прошлое не дает покоя многим новичкам, которые считают, что если раньше использовали для нагрева самогонного аппарата газовую, индукционную или обычную электрическую плиту, то можно оставить этот источник и для колонны.
Процесс ректификации существенно отличается от дистилляции, всё намного сложнее и костер не подойдет. Нужно обеспечить плавную регулировку и стабильность подаваемой мощности нагрева.
Электроплитки, работающие по терморегулятору в режиме старт-стоп, не используются, потому что как только произойдет кратковременное отключение питания, пар перестанет идти в колонну, а флегма рухнет в куб. В таком случае придется начать ректификацию заново – с работы колонны на себя и отбора «голов».
Индукционная плита – крайне грубый аппарат со ступенчатым изменением мощности по 100 -200 Вт, а при ректификации нужно менять мощность плавно, буквально по 5-10 Вт. Да и стабилизировать нагрев независимо от колебания напряжения на входе вряд ли получится.
Газовая плита при залитом в куб 40-процентном спирте-сырце и 96-градусоном продукте на выходе представляет смертельную опасность, не говоря уже о колебании температуры нагрева.

Оптимальное решение – врезать в куб колонны тэн нужной мощности, а для регулировки использовать реле со стабилизацией выходного напряжения, например, РМ-2 16А. Можно взять и аналоги. Главное получить на выходе стабилизированное напряжение и возможность плавно менять температуру нагрева по 5-10 Вт.
Подаваемая мощность. Чтобы нагреть куб за приемлемое время, нужно исходить из мощности 1 кВт на 10 литров спирта-сырца. Значит, для 50 л куба, заполненного на 40 литров, требуется минимум 4 кВт, 40 л – 3 Квт, 30 л – 2-2.5 кВт, 20 л – 1.5 кВт.
При одном и том же объеме кубы могут быть низкими и широкими, узкими и высокими. Выбирая подходящую емкость, нужно учитывать, что зачастую куб используется не только для ректификации, но и при дистилляции, поэтому исходят из самых жестких условий, чтобы подводимая мощность не приводила к бурному пенообразованию с выбросами брызг из куба в паропровод.
Опытным путем установлено, что при глубине размещения тэна около 40-50 см нормальное кипение происходит в случае, если на 1 кв. см зеркала навалки приходится не более 4-5 Вт мощности. При уменьшении глубины допустимая мощность увеличивается, а при увеличении – уменьшается.
Есть и другие факторы, влияющие на характер кипения: плотность, вязкость и поверхностное натяжение жидкости. Бывает, что выбросы происходят в конце перегонки браги, когда увеличивается плотность. Поэтому вести процесс ректификации на границе дозволенного диапазона всегда чревато неприятностями.
Распространенные цилиндрические кубы имеют диаметр 26, 32, 40 см. Исходя и допустимой мощности на площадь поверхности зеркала кубовой навалки 26 см куб, будет нормально работать при мощности нагрева до 2,5 кВт, для 30 см – 3.5 кВт, 40 см – 5 кВт.
Третьим фактором, определяющим мощность нагрева, является использование одной из царг колонны без насадки в качестве сухопарника для борьбы с брызгоуносом. Для этого нужно, чтобы скорость пара в трубе не превышала 1 м/с, при 2-3 м/с защитный эффект ослабевает, а при больших значениях пар будет гнать флегму вверх по трубе и забрасывать в отбор.
Формула для расчета скорости пара:
V = N * 750 / S (м/сек),
- N – мощность, кВт;
- 750 – парообразование (куб. см/сек кВт);
- S – площадь поперечного сечения колонны (кв. мм).
Труба диаметром 50 мм справится с брызгоуносом при нагреве до 4 кВт, 40-42 мм – до 3 кВт, 38 – до 2 кВт, 32 – до 1,5 кВт.
Исходя из вышеперечисленных соображений, выбираем объем, размеры куба, мощность нагрева и дистилляции. Все эти параметры согласованы с диаметром и высотой колонны.
Расчет параметров дефлегматора ректификационной колонны
Мощность дефлегматора определяется в зависимости от типа ректификационной колонны. Если строим колонну с жидкостным отбором или паровым ниже дефлегматора, то необходимая мощность должна быть не меньше номинальной мощности колонны. Обычно в этих случаях в качестве конденсатора применяют холодильник Димрота с утилизационной мощностью 4-5 Ватт на 1 кв. см поверхности.
Если колонна с отбором по пару выше дефлегматора, то расчетная мощность составляет 2/3 от номинальной. В этом случае можно применить Димрот или «рубашечник». Утилизационная мощность рубашечника ниже, чем у димрота и составляет около 2 Ватт на квадратный сантиметр.
 Пример холодильника Димрота для колонны
Пример холодильника Димрота для колонны Далее все просто: номинальную мощность делим на утилизационную. Например, для колонны с внутренним диаметром 50 мм: 1950 / 5= 390 кв. см площади Димрота или 975 кв. см «рубашечника». Значит, холодильник Димрот можно сделать из трубки 6х1 мм длинной 487 / (0.6 * 3.14) = 2.58 см для первого варианта, с учетом коэффициента запаса 3 метра. Для второго варианта умножаем на две трети: 258 * 2 / 3 = 172 см, с учетом коэффициента запаса 2 метра.
Рубашечник для колонны 52 х 1 – 975 / 5.2 / 3.14 = 59 см * 2/3 = 39 см. Но это для помещений с высокими потолками.
 «Рубашечник»
«Рубашечник» Расчет прямоточного холодильника
Если прямоточник применяется как доохладитель в ректификационной колонне с жидкостным отбором, то выбирают самый маленький и компактный вариант. Достаточно мощности в 30-40% от номинальной мощности колонны.
Изготавливают прямоточный холодильник без спирали в зазоре между рубашкой и внутренней трубой, потом запускают отбор в рубашку, а охлаждающую воду подают по центральной трубе. В этом случае рубашку наваривают на трубу подачи воды в дефлегматор. Это мелкий «карандашик» длинной около 30 см.
Но если один и тот же прямоточник используется как при дистилляции, так и при ректификации, являясь универсальным узлом, исходят не из потребности РК, а из максимальной мощности нагрева при дистилляции.
Для создания турбулентного потока пара в холодильнике, позволяющего обеспечить интенсивность теплопередачи не меньше 10 Ватт/кв. см, необходимо обеспечить скорость пара около 10-20 м/с.
Диапазон возможных диаметров достаточно широк. Минимальный диаметр определяется из условий не создания большого избыточного давления в кубе (не более 50 мм вод столба), а максимальный расчетом числа Рейнольдса, исходя из минимальной скорости и максимального коэффициента кинематической вязкости паров.
 Возможная конструкция прямоточного холодильника
Возможная конструкция прямоточного холодильника Чтобы не вдаваться в ненужные подробности, приведем самое распространенное определение: «Для того, чтобы в трубе поддерживался турбулентный режим движения пара, достаточно, чтобы внутренний диаметр (в миллиметрах) был не больше 6-кратной мощности нагрева (в киловаттах)».
Для предотвращения завоздушивания водяной рубашки необходимо поддерживать линейную скорость воды не ниже 11 см/с, но чрезмерное увеличение скорости потребует большого давления в водопроводе. Поэтому оптимальным считается диапазон от 12 до 20 см/с.
Чтобы сконденсировать пар и охладить конденсат до приемлемой температуры, нужно подавать воду при 20°C в объеме около 4.8 куб см/с (17 литров в час) на каждый киловатт подводимой мощности. При этом вода нагреется на 50 градусов – до 70°C. Естественно, зимой воды понадобится меньше, а при использовании автономных систем охлаждения, примерно в полтора раза больше.
На основании предыдущих данных можно рассчитать площадь поперечного сечения кольцевого зазора и внутренний диаметр рубашки. Нужно учитывать и доступный сортамент труб. Расчеты и практика показали, что зазор в 1-1.5 мм вполне достаточен для соблюдения всех необходимых условий. Этому соответствуют пары труб: 10х1 – 14х1, 12х1 – 16х1, 14х1 – 18х1, 16х1 – 20х1 и 20х1 – 25х1.5, которые перекрывают весь диапазон мощностей, применяемых в домашних условиях.
Есть еще одна немаловажная деталь прямоточника – спираль, навитая на паровую трубу. Делается такая спираль из проволоки диаметром, обеспечивающим зазор в 0.2-0.3 мм до внутренней поверхности рубашки. Навивается с шагом равным 2-3 диаметрам паровой трубы. Основное предназначение – центрирование паровой трубы, в которой при работе температура выше, чем в трубе рубашки. Это значит, что в следствии теплового расширения паровая труба удлиняется и изгибается, прислоняясь к рубашке, возникают мертвые зоны, не омываемые водой охлаждения, в результате эффективность холодильника резко падает. Дополнительными плюсами навивки спирали являются удлинение пути и создание турбулентности охлаждающего потока воды.
Грамотно выполненный прямоточник может утилизировать до 15 Ватт /кв. см площади теплообмена, что подтверждено опытным путем. Для определения длины охлаждаемой части прямоточника воспользуемся номинальной мощностью в 10 Вт /кв. см (100 кв. см/кВт).
Необходимая площадь теплообмена равна мощности нагрева в киловаттах, умноженной на 100:
S = P * 100 (кв. см).
Длина внешней окружности паровой трубы:
Lокр = 3.14 * D.
Высота рубашки охлаждения:
H = S / Lокр.
Общая формула расчета:
H = 3183 * P / D (мощность в кВт, высота и внешний диаметр паровой трубы в миллиметрах).
Пример расчета прямоточника
Мощность нагрева – 2 кВт.
Возможно применение труб 12х1 и 14х1.
Площади сечения – 78,5 и 113 кв. мм.
Объем пара – 750 * 2=1500 куб. см /с.
Скорости пара в трубах: 19,1 и 13,2 м/с.
Труба 14х1 выглядит предпочтительней, так как позволяет иметь запас по мощности, оставаясь в рекомендованном диапазоне скорости пара.
Парная труба для рубашки – 18х1, кольцевой зазор составит 1 мм.
Скорость подачи воды: 4,8 * 2= 9.6 см3/с.
Площадь кольцевого зазора – 3.14 / 4 * (16 * 16 – 14 * 14) = 47.1 кв. мм = 0,471 кв. см.
Линейная скорость – 9.6 / 0.471 = 20 см/с – значение остается в рекомендованных пределах.
Если бы кольцевой зазор был 1,5 мм – 13 см/с. Если 2 мм, то линейная скорость упала бы до 9.6 см/с и пришлось бы подавать воду выше номинального объема, исключительно для того, чтобы не завоздушивался холодильник, – бессмысленная трата денег.
Высота рубашки – 3183 * 2 / 14 = 454 мм или 45 см. Коэффициент запаса не нужен, все учтено.
Итог: 14х1-18х1 с высотой охлаждаемой части 45 см, номинальный расход воды – 9.6 куб. см/с или 34.5 литра в час.
При номинальной мощности 2 кВт нагрева холодильник будет выдавать 4 литра спирта в час с хорошим запасом.
Эффективный и сбалансированный прямоточник при дистилляции должен иметь соотношения скорости отбора к мощности нагрева и расходу воды на охлаждение 1 литр/час – 0,5 кВт – 10 литров/час. Если мощность выше, будут большие теплопотери, малая – полезная мощность нагрева снизится. Если расход воды выше, прямоточник имеет неэффективную конструкцию.
Ректификационную колонну можно использовать в качестве бражной. Оборудование для бражных колонн имеет свои особенности, но вторая перегонка отличается в основном технологией. Для первой перегонки особенностей больше и отдельные узлы могут оказаться не применимыми, но это тема для отдельного разговора.
Исходя из реальных домашних потребностей и существующего асортимента труб, рассчитаем по приведенной методике типовые варианты ректификационной колонны.

P.S. Выражаем благодарность за систематизацию материала и помощь в подготовке статьи пользователю нашего форума .
ГОСТ 12011-76*
Группа Г47
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
КОЛОННЫ РЕКТИФИКАЦИОННЫЕ С КОЛПАЧКОВЫМИ ТАРЕЛКАМИ ИЗ МЕДИ
Типы, основные параметры и размеры
Rectifying column with copper cap trays. Types, main characteristics and dimensions
Дата введения 1977-07-01
Постановлением Государственного комитета стандартов Совета Министров СССР от 03.06.76* N 1873 дата введения установлена 01.07.77
_______________
* В издании ГОСТ 12011-76 (М.: Издательство стандартов, 1976) приведена следующая информация: "Постановлением Государственного комитета стандартов Совета Министров СССР от 3 августа 1976 г. N 1873 срок действия установлен с 01.07.1977 г. до 01.07.1982 г". - Примечание изготовителя базы данных.
Ограничение срока действия снято Постановлением Госстандарта СССР от 27.06.91 N 1125
ВЗАМЕН ГОСТ 12011-66
* ПЕРЕИЗДАНИЕ (декабрь 1998 г.) с Изменением N 1 , утвержденным в апреле 1982 г. (ИУС 7-82)
1. Настоящий стандарт распространяется на ректификационные колонны с колпачковыми тарелками из меди, предназначенные для разделения смесей жидких компонентов в пределах температур от 273 до 523 К (от 0 до 250 °С) и при условном давлении не более 0,07 МПа (0,7 кгс/см), применяемые в пищевой (спиртовой), лесохимической и других отраслях промышленности.
2. Колонны должны изготовляться следующих типов:
1
- с многоколпачковыми тарелками;
2
- с одноколпачковыми тарелками.
3. Основные параметры и размеры колонн должны соответствовать указанным на черт.1 и 2 и в табл.1 и 2.
Черт.1. Основные параметры и размеры колонн. Тип 1
Тип 1
1 - верхняя царга; 2 - тарелка; 3 - промежуточная царга; 4 - нижняя царга
Таблица 1
Высота при числе тарелок в промежуточной царге |
|||||||||
800; 900; 1000; 1200 | |||||||||
1400; 1500; 1600; 1800; 2000 | |||||||||
Пример условного обозначения колонны типа 1 диаметром 1000 мм, с 5 тарелками в промежуточной царге и расстоянием между тарелками 170 мм:
Колонна 1-1000-5-170 ТУ
...
Черт.2. Основные параметры и размеры колонн. Тип 2
Тип 2
1 - верхняя царга; 2 - промежуточная царга; 3 - тарелка; 4 - нижняя царга
Черт.2
Таблица 2
Число тарелок в промежуточной царге | |||
Пример условного обозначения колонны типа 2 диаметром 1000 мм, с 6 тарелками в промежуточной царге и расстоянием между тарелками 240 мм:
Колонна 2-1000-6-240 ТУ ...
(Измененная редакция, Изм. N 1).
Электронный текст документа
подготовлен АО "Кодекс" и сверен по:
официальное издание
М.: ИПК Издательство стандартов, 1999
Методика тепло – и массообменного расчета колонных аппаратов
Общая схема расчета колонных аппаратов
Целью расчета массообменного аппарата является определение конструктивных размеров, т.е. высоты и диаметра колонны, гидромеханических и экономических показателей ее работы.
Для расчета задано: 1) тип аппарата; 2) разделяемая смесь и поглотитель (абсорбент, экстрагент или растворитель, адсорбент); 3) производительность; 4) концентрации компонентов на входе и выходе из аппарата.
Требуется определить: 1) физические параметры смеси; 2) расход поглотителя или веса чистых компонентов (уравнение материального баланса); 3) движущую силу процесса; 4) коэффициенты массоотдачи и массопередачи; 5) построить кривую равновесия, рабочую линию и число ступеней изменения концентрации; 6) поверхность фазового контакта а конструктивные размеры; 7) количество подводимого или отводимого тепла (тепловой баланс); 8) гидродинамическое сопротивление аппарата; 9) механическую прочность и устойчивость; 10) экономические показатели работы колонны.
Основными конструктивными размерами являются ее диаметр и высота H . Эти величины взаимосвязаны, так как обе зависят от скорости пара в свободном сечении колонны.Диаметр колонны определяется в зависимости от скорости и количества поднимающихся в колонне паров
где – скорость пара, отнесенная к полному поперечному сечению колонны, м/с; – секундный объем поднимающихся паров, м 3 /с.
где – количество поднимающихся по колонне паров, кмоль/ч; средняя температура пара, град; – масса получаемого дистиллята из колонны; R– флегмовое число.
Если масса дистиллята выражена в кг/с, то объемный расход проходящего через колонну пара (м 3 /с)
Допустимая оптимальная скорость пара (м/с) в колонне
где G– коэффициент, зависящий от конструкции тарелок, расстояния между ними, давления и нагрузки колонны по жидкости (определяется по графику); – плотность жидкости, кг/м 3 ; – плотность пара, кг/м 3 .
Если ,то .
Скорость пара в колонне можно также определить по другим формулам, приведенным в литературе. Подсчитав диаметр колонны, подбирают по нормалям и определяют конструктивные размеры основных элементов колонны и тарелки, количество паровых патрубков, размеры колпачка, диаметр и количество сливных труб. Диаметр парового патрубка d = 50, 75, 100, 125, 150 мм. Задавшись диаметром d , определяют количество колпачков на тарелке. Сечение всех патрубков должно составлять 10 % сечения колонны. Тогда количество колпачков патрубков определяется из уравнения
Возвышение колпачка над паровым патрубком . Диаметр колпачка определяется из условия равенства скорости пара в паровом патрубке и кольцевом зазоре между колпачком и патрубком (м):
где d – толщина стенки патрубка, м. Возвышение уровня жидкости над верхним уровнем прорезей колпачков мм. Площадь сечения прорезей колпачка составляет 75 % площади сечения парового патрубка, т.е.
Принимают следующие размеры прямоугольных прорезей: ширина мм, высота мм, расстояние между прорезями мм. Минимальный зазор между колпачками равен 35 мм.
Диаметр сливного патрубка (м)
где – среднее количество стекающей жидкости, кг/с; – скорость жидкости в сливном патрубке, м/с; – плотность стекающей жидкости, кг/м 3 ; z = 1, 2, 4, 6, 8 – число сливных патрубков (зависит от и ).
Высота колонны зависит от скорости процесса массопередачи и определяется несколькими способами. Для барботажных колонн применяются в основном два способа.
Первый способ . Число тарелок определяется путем построения ступенчатой линии между кинетической кривой и рабочей линией.Высота тарельчатой колонны зависит от числа тарелок и расстояния между ними h , которое выбирается на основании опытных данных
Второй способ . Число действительных тарелок.
где – число ступеней изменения концентраций (теоретических тарелок, которое определяется графическим построением ломаной (ступенчатой) линии между кривой равновесия и рабочими линиями по диаграмме Y–X; - средний к.п.д. тарелки. Тогда
где h – расстояние между тарелками (в зависимости от скорости пара и давления в колонне принимается таким, чтобы свести к минимуму механический унос части жидкости парами), м.Для выбора h в зависимости от диаметра колонны можно использовать следующие данные: диаметр колонны, м – 0 - 0,6; 0,6 - 1,2; 1,2 - 1,8; 1,8 и более; расстояние между тарелками h, мм– 152, 305, 46О, 610. В ректификационных колоннах с круглыми колпачками, работающих под атмосферным давлением, расстояние между тарелками h = 250, 300, 350, 400, 450 мм. Обычно значение h находится в пределах 0,1 - 0,6 м.Для насадочных колонн высота насадки H также определяется двумя способами.
Первый способ . Требуемая высота слоя насадки
где , – число единиц переноса (определяется графическим построением ступеней, соответствующих единице переноса, если линия равновесия является прямой или близка к ней, то определяется аналитически:
где и – начальная и конечная концентрации низкокипящего компонента в паровой фазе; –равновесная концентрация низкокипящего компонента в паровой фазе (определяется по графику кривой равновесия).
Движущую силу можно выразить в единицах давления (упругости паров).
Высота единицы переноса (м)
где: – расход пара, кг/с; – средний коэффициент массопередачи, кг/(м 2 с); S – поперечное сечение колонны, м 2 ; s н – удельная смоченная поверхность насадки, м 2 /м 3 . Для определения коэффициента массопередачи используют диффузионный критерий Нуссельта– высота слоя насадки, эквивалентного одной ступени изменения концентрации или одной теоретической тарелке.Практически высота, эквивалентная одной теоретической тарелке, зависит от вида насадки и скорости пара (табл.1).
Таблица.1 - Зависимость высоты от вида насадки и скорости пара.
ГОСТ Р 53684-2009
Группа Г47
НАЦИОНАЛЬНЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
АППАРАТЫ КОЛОННЫЕ
Технические требования
Columns. Technical requirements
ОКС 71.120.20
ОКП 36 1100
Дата введения 2011-01-01
Предисловие
Цели и принципы стандартизации в Российской Федерации установлены Федеральным законом от 27 декабря 2002 г. N 184-ФЗ "О техническом регулировании", а правила применения национальных стандартов Российской Федерации - ГОСТ Р 1.0-2004 "Стандартизация в Российской Федерации. Основные положения"
Сведения о стандарте
1 РАЗРАБОТАН ЗАО "Петрохим Инжиниринг" (ЗАО "ПХИ"), ОАО "Всероссийский научно-исследовательский и проектно-конструкторский институт нефтяного машиностроения" (ОАО "ВНИИНЕФТЕМАШ")
2 ВНЕСЕН Техническим комитетом по стандартизации ТК 023 "Техника и технологии добычи и переработки нефти и газа"
3 УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Приказом Федерального агентства по техническому регулированию и метрологии от 15 декабря 2009 г. N 1072-ст
4 В настоящем стандарте учтены основные нормативные положения следующих международных стандартов:
Директива 97/23/ЕС* Европейского парламента и совета от 29 мая 1997 г. по сближению законодательств государств-членов, касающегося оборудования, работающего под давлением в части выбора материалов, требований к конструкции, изготовлению и испытаниям;
________________
* Доступ к международным и зарубежным документам, упомянутым здесь и далее по тексту, можно получить, перейдя по ссылке. - Примечание изготовителя базы данных.
Европейский стандарт ЕН 13445-2002 "Сосуды, работающие под давлением без огневого подвода теплоты" (EN 13445-2002 "Unfired Pressure Vessels") в части выбора материалов, требований к конструкции, изготовлению и испытаниям
5 ВВЕДЕН ВПЕРВЫЕ
Информация об изменениях к настоящему стандарту публикуется в ежегодно издаваемом информационном указателе "Национальные стандарты", а текст изменений и поправок - в ежемесячно издаваемых информационных указателях "Национальные стандарты". В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ежемесячно издаваемом информационном указателе "Национальные стандарты". Соответствующая информация, уведомления и тексты размещаются также в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет
1 Область применения
Настоящий стандарт распространяется на колонные аппараты, предназначенные для применения в технологических установках нефтеперерабатывающей, нефтехимической, химической, газовой и других смежных отраслей промышленности для проведения тепло- и массообменных процессов при контакте пара (газа) и жидкости (возможно присутствие нескольких жидких фаз), также и в присутствии дисперсной твердой фазы (в промывных аппаратах) и устанавливает основные технические требования к их проектированию, изготовлению, контролю, испытаниям и приемке.
В дополнение к требованиям настоящего стандарта следует руководствоваться нормами и правилами промышленной безопасности .
В настоящем стандарте использованы нормативные ссылки на следующие стандарты:
ГОСТ Р 52630-2006 Сосуды и аппараты стальные сварные. Общие технические условия
ГОСТ Р 52857.1-2007-ГОСТ Р 52857.12-2007 Сосуды и аппараты. Нормы и методы расчета на прочность
ГОСТ Р 51273-99 Сосуды и аппараты. Нормы и методы расчета на прочность. Определение расчетных усилий для аппаратов колонного типа от ветровых нагрузок и сейсмических воздействий
ГОСТ Р 51274-99 Сосуды и аппараты. Аппараты колонного типа. Нормы и методы расчета на прочность
ГОСТ 9617-76 Сосуды и аппараты. Ряды диаметров
Примечание - При пользовании настоящим стандартом целесообразно проверить действие ссылочных стандартов в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет или по ежегодно издаваемому информационному указателю "Национальные стандарты", который опубликован по состоянию на 1 января текущего года, и по соответствующим ежемесячно издаваемым информационным указателям, опубликованным в текущем году. Если ссылочный стандарт заменен (изменен), то при пользовании настоящим стандартом следует руководствоваться заменяющим (измененным) стандартом. Если ссылочный стандарт отменен без замены, то положение, в котором дана ссылка на него, применяется в части, не затрагивающей эту ссылку.
3 Классификация и типы колонных аппаратов
Колонные аппараты - цилиндрические вертикальные сосуды постоянного или переменного сечения, оснащенные внутренними тепло- и массообменными устройствами (тарелками или насадкой), а также вспомогательными узлами (ввода жидкости и пара, распределителями жидкости и пара, аккумуляторными устройствами для сбора жидкости, устройствами для размещения насадочных элементов и т.д.), обеспечивающими проведение технологического процесса [ректификации, абсорбции, экстрактивной ректификации, экстракции (при взаимодействии жидкость-жидкость), прямого теплообмена между паром (газом) и жидкостью и др.].
Для возможности доступа и монтажа внутренних устройств колонны диаметром менее 1000 мм выполняются царговыми.
В колоннах может поддерживаться различное давление. В зависимости от применяемого давления колонные аппараты подразделяются на атмосферные, вакуумные и аппараты, работающие под давлением.
Давление определяется технологическим процессом, происходящим в аппарате.
К атмосферным колоннам обычно относят колонны, в верхней части которых давление близко к атмосферному. Давление в нижней части колонн выше верхнего на величину гидравлического сопротивления внутренних устройств.
Пример исполнения атмосферной колонны приведен на рисунке 1. Колонна оснащена тарелками.
Рисунок 1 - Пример исполнения атмосферной тарельчатой колонны
В вакуумных колоннах абсолютное давление в верхней части может достигать от 14 до 18 мм рт.ст. (от 1,87 до 2,4 кПа) и менее. Внутренние устройства вакуумных колонн обеспечивают перепад гидравлического сопротивления по колонне от верха до ввода сырья от 10 до 20 мм рт.ст. (от 1,33 до 2,66 кПа) и ниже.
Пример исполнения вакуумной колонны приведен на рисунке 2. Колонна оснащена насадкой и тарелками.
Рисунок 2 - Пример исполнения вакуумной колонны с насадкой и тарелками
В колоннах, работающих под давлением (рисунок 3), давление вверху может достигать величин от нескольких атмосфер до нескольких десятков атмосфер.
Рисунок 3 - Пример исполнения колонны под давлением
Настоящий стандарт применяют совместно с ГОСТ Р 52630.
4 Обозначения
В настоящем стандарте применены следующие обозначения:
Относительная овальность корпуса аппарата;
Ширина нижнего опорного кольца;
Выступающая ширина нижнего опорного кольца;
Длина верхнего опорного элемента;
Ширина верхнего опорного элемента;
Минимальное расстояние между двумя смежными ребрами;
Максимальное расстояние между двумя смежными ребрами;
Внутренний диаметр аппарата;
Наружный диаметр аппарата;
Внутренний диаметр опорной обечайки;
Диаметр окружности фундаментных болтов;
Расстояние от оси фундаментного болта до наружной поверхности опорной обечайки;
Высота опорного узла;
Толщина стенки обечайки;
Толщина стенки днища;
Исполнительная толщина стенки аппарата;
Исполнительная толщина стенки опорной обечайки;
Исполнительная толщина нижнего опорного кольца;
Исполнительная толщина верхнего опорного кольца;
Исполнительная толщина ребра.
5 Требования к конструкции
5.1 Общие требования
5.1.1 Конструкция аппарата должна обеспечить заданный режим эксплуатации, быть технологичной, надежной в течение срока службы, обеспечивать безопасность при изготовлении, монтаже и эксплуатации, предусматривать возможность контроля технического состояния аппарата.
5.1.2 Срок службы аппарата должен устанавливаться разработчиком аппарата и указываться в технической документации.
5.1.3 Расчет на прочность аппаратов и их элементов следует проводить в соответствии с ГОСТ Р 52857.1-ГОСТ Р 52857.12, ГОСТ Р 51274, ГОСТ Р 51273.
При расчете колонных аппаратов снеговые нагрузки не учитываются.
5.1.4 Аппараты, которые не могут транспортироваться в собранном виде, должны проектироваться из частей, соответствующих по габариту требованиям к перевозке транспортными средствами. Деление аппарата на транспортируемые части следует указывать в технической документации.
5.1.5 Аппараты, транспортируемые в собранном виде, а также отдельные транспортируемые части аппарата должны иметь строповые устройства (захватные приспособления) для проведения погрузочно-разгрузочных работ, подъема и установки аппаратов в проектное положение. Допускается использовать для этих целей технологические штуцера, горловины, уступы, бурты и другие конструктивные элементы аппаратов при подтверждении расчетом на прочность.
Конструкция, места расположения строповых устройств и конструктивных элементов для строповки, их количество, схема строповки аппаратов и их транспортируемых частей должны быть указаны в технической документации.
5.1.6 Базовые диаметры аппаратов рекомендуется принимать по ГОСТ 9617.
5.2 Требования к элементам корпусов аппаратов
5.2.1 Днища, крышки и переходы аппаратов принимаются по ГОСТ Р 52630 (подраздел 4.2).
5.2.2 Люки, лючки и штуцера принимаются по ГОСТ 52630* (подраздел 4.3).
______________
* Вероятно ошибка оригинала. Следует читать: ГОСТ Р 52630, здесь и далее по тексту. - Примечание изготовителя базы данных.
5.2.3 Расположение отверстий - в соответствии с ГОСТ 52630 (подраздел 4.4).
5.3 Требования к опорам колонных аппаратов
5.3.1 Опорные обечайки колонных аппаратов представлены на рисунке 4.

а) цилиндрическая б) коническая
Рисунок 4 - Основные конструкции вертикальных опор аппаратов
5.3.2 Цилиндрическую опору следует присоединять к днищу аппарата таким образом, чтобы средние диаметры цилиндрических обечаек корпуса и опоры совпадали или расстояния между этими осями были минимальными (рисунок 5).

Рисунок 5 - Узел стыковки опорной обечайки и днища аппарата
В случае смещения осей обечайки корпуса и опоры необходимо проверить прочность опорной обечайки с учетом дополнительных напряжений из-за смещения этих осей.
5.3.3 Основные конструкции опорных узлов приведены на рисунке 6.



Рисунок 6 - Конструкции опорных узлов
5.4 Допускается установка колонных аппаратов на иные типы опор (стойки, лапы и др.) по указанию проектной организации.
6 Требования к материалам
6.1 При выборе материалов для изготовления колонных аппаратов следует учитывать расчетное давление, температуру стенки, химический состав и характер среды, технологические свойства и коррозионную стойкость материалов.
Колонные аппараты, как правило, устанавливаются на открытой площадке, поэтому при выборе материалов также необходимо учитывать среднюю температуру наиболее холодной пятидневки данного района с обеспеченностью 0,92 (СНиП 23-01) . При этом пуск, остановка и испытания на герметичность выполняются в соответствии с "Регламентом проведения в зимнее время пуска (остановки) или испытания на герметичность сосудов" по ГОСТ Р 52630 (приложение М).
6.2 Требования к основным материалам, пределы их применения, назначение, условия применения, виды испытаний должны удовлетворять ГОСТ Р 52630.
6.3 Элементы, привариваемые непосредственно к корпусу колонного аппарата изнутри или снаружи (цилиндрические и конические опоры, подкладки под элементы металлоконструкций, опорные кольца под тарелки и др.), следует изготавливать из материалов того же структурного класса, что и корпус.
6.4 В колонных аппаратах, изготовленных из коррозионно-стойких сталей, допускается использовать цилиндрические или конические опоры из углеродистых сталей при условии, что к корпусу колонны приваривается переходная обечайка из коррозионно-стойкой стали высотой, определяемой расчетом.
6.5 В аппаратах из углеродистой стали полотна тарелок, клапаны, другие внутренние съемные детали и внутренний крепеж должны быть изготовлены из коррозионно-стойкой стали.
7 Требования к изготовлению
7.1 Общие требования
7.1.1 Перед изготовлением, монтажом следует проводить входной контроль основных и сварочных материалов и полуфабрикатов.
7.1.2 Требования к маркировке материалов, принятых к изготовлению аппаратов, а также к качеству поверхности элементов корпуса принимаются по ГОСТ Р 52630.
7.1.3 Предельные отклонения размеров принимаются в соответствии с ГОСТ 52630 (пункт 6.1.7).
7.2 Корпуса
7.2.1 После сборки и сварки обечаек корпус (без днищ) должен удовлетворять следующим требованиям:
а) отклонение по длине - не более ±0,3% номинальной длины, но не более ±50 мм;
б) отклонение от прямолинейности - не более 2 мм на длине 1 м, но не более 30 мм при длине корпуса свыше 15 м.
При этом местная непрямолинейность не учитывается:
В местах сварных швов;
В зоне вварки штуцеров и люков в корпус;
В зоне сопряжения разнотолщинных обечаек корпуса, выполненного с учетом допустимых смещений кромок в кольцевых швах аппарата.
7.2.2 Отклонение внутреннего (наружного) диаметра корпуса аппарата в местах установки тарелок или других внутренних устройств допускается не более ±0,5% номинального диаметра, если в технической документации не оговорены более жесткие требования.
7.2.3 Относительная овальность корпуса аппарата измеренная в соответствии с ГОСТ Р 52630, (пункт 6.2.4) в местах установки тарелок или других внутренних устройств не должна превышать ±0,5%, если в технической документации не оговорены более жесткие требования.
7.2.4 Отклонения остальных размеров корпусов, кроме указанных выше, определяются по ГОСТ Р 52630.
7.3 Днища, фланцы, штуцера, люки, укрепляющие кольца
7.3.1 Указанные элементы корпусов аппаратов изготавливаются в полном соответствии с ГОСТ Р 52630 (подразделы 6.3-6.5).
7.4 Предельные отклонения размеров аппаратов, их сборочных единиц и деталей от номинальных должны соответствовать приведенным на рисунке 7.
Размеры без обозначений в миллиметрах

Рисунок 7 - Предельные отклонения размеров аппаратов, их сборочных единиц и деталей
7.5 Внутренние тепло- и массообменные контактные устройства тарельчатого типа (тарелки)
7.5.1 Тарелки должны изготавливаться в соответствии с требованиями настоящего стандарта и проекта.
7.5.2 Опорные детали тарелок должны быть приварены к корпусу аппарата сплошным односторонним верхним швом, если иное не указано в проектной документации.
7.5.3 Отклонение от перпендикулярности опорных деталей тарелок, привариваемых к корпусу аппарата, к оси корпуса, относительно которой установлены устройства (риски) для выверки вертикальности его на монтажной площадке, не должно превышать значений, указанных в таблице 1.
Таблица 1 - Отклонения от перпендикулярности опорных деталей тарелок
В миллиметрах
|
Тип тарелок |
Внутренний диаметр колонного аппарата |
Отклонение перпендикулярности |
|
Тарелки провальные: решетчатые и другие |
До 2000 |
±2 |
|
От 2000 до 3000 |
±3 |
|
|
Тарелки с переливами: клапанные, ситчатые, ситчатые с отбойными элементами, центробежные и другие |
До 3000 |
±3 |
|
От 3000 до 6000 |
±4 |
|
|
От 6000 и более |
±5 |
7.5.4 Результаты замеров фактических отклонений от перпендикулярности опорных деталей тарелок заносятся в формуляр, заверенный отделом технического контроля завода-изготовителя. Формуляр прилагается к паспорту аппарата.
7.5.5 Отклонение по шагу между соседними тарелками не должно превышать ±3 мм. Отклонение по высоте нижней тарелки не должно превышать ±5 мм от нижней кромки обечайки корпуса и ±15 мм до верхней тарелки, при этом для промежуточных тарелок оно пропорционально изменяется (рисунок 7).
7.5.6 Допуск на минимальное расстояние от сливной перегородки до вертикальной поверхности уголка приемного кармана (успокаивающей планки) - (+10 мм и минус 5 мм).
Допуск на расстояние от нижней кромки сливной перегородки до поверхности нижележащей тарелки при заглубленном приемном кармане - ±5 мм на 1 м длины перегородки, но не более ±15 мм на всю длину, а при отсутствии заглубленного кармана и наличии успокаивающей планки - ±5 мм.
7.5.7 Штампованные детали тарелок должны быть чистыми, без трещин, надрывов, заусенцев.
7.5.8 Сварные швы опорных деталей тарелки, перекрываемые съемными деталями (полотнами и другими элементами), должны быть зачищены заподлицо с основным металлом.
7.5.9 Секции (полотна) тарелок могут изготавливаться сварными, при этом швы должны быть зачищены с двух сторон заподлицо с основным металлом.
7.5.10 Общий прогиб установленной тарелки не должен превышать значений, указанных в таблице 2.
Таблица 2 - Прогиб установленной тарелки
В миллиметрах
7.6 Царговые колонны
7.6.1 Отклонение от параллельности уплотнительных поверхностей фланцев царг после механической обработки не должно превышать 0,4 мм на 1 м диаметра (рисунок 8), но не более 1 мм на диаметр царги.

Рисунок 8 - Царга с фланцами
Отклонение от перпендикулярности уплотнительных поверхностей фланцев царг к образующей обечайки не должно превышать 0,6 мм на 1 м высоты царги (рисунок 8), но не более 2 мм на всю высоту царги.
7.6.2 Отклонение от высоты царги с фланцами не должно превышать ±2 мм на 1 м номинального размера, но не более ±5 мм на всю высоту царги.
7.6.3 Царги колонн с фланцами, имеющими уплотнительные поверхности "шип-паз" или "выступ-впадина", для удобства установки прокладки следует выполнять так, чтобы фланцы с пазом или впадиной были нижними.
8 Сварка и сварные соединения
8.1 Аппараты могут быть изготовлены с применением всех видов промышленной сварки за исключением газовой.
8.2 Требования к сварке и сварным соединениям должны соответствовать ГОСТ Р 52630 (подраздел 6.8).
8.3 Сварные соединения
8.3.1 Продольные и кольцевые стыковые сварные швы корпуса должны выполняться с полным проваром, включая швы приварки днищ.
8.3.2 Условия применения угловых и тавровых соединений штуцеров, люков, фланцев регламентируются ГОСТ Р 52630 (пункт 6.9.1).
8.3.3 Нахлесточные сварные швы допускаются только для приварки укрепляющих колец и опорных элементов.
8.3.4 Допускается пересечение стыковых швов корпуса угловыми швами приварки внутренних и внешних устройств (опорных элементов, тарелок, рубашек, перегородок и т.п.) при условии контроля перекрываемого шва корпуса радиографическим или ультразвуковым методом.
8.4 Требования к сварным соединениям и к качеству сварных соединений по ГОСТ Р 52630 (подразделы 6.9 и 6.10).
8.5 Методы контроля сварных соединений по ГОСТ Р 52630.
8.5.1 Объем контроля сварных швов вакуумных колонн неразрушающими методами составляет 25%.
9 Гидравлическое испытание
Гидравлическое испытание колонных аппаратов на заводе-изготовителе, как правило, производится в горизонтальном положении.
Величина пробного давления аппарата при его испытании в вертикальном и горизонтальном положении одинаковая, если в процессе эксплуатации аппарата гидростатическое давление столба жидкости отсутствует (аппарат полностью не заполняется жидкостью).
При испытании аппарата в горизонтальном положении на заводе-изготовителе последний должен проверить прочность корпуса колонны с учетом принятого способа опирания аппарата.
10 Термическая обработка
Термическая обработка колонного аппарата (или его частей) при необходимости осуществляется в соответствии с ГОСТ Р 52630 (подраздел 6.11).
Библиография
Электронный текст документа
подготовлен ЗАО "Кодекс" и сверен по:
официальное издание
М.: Стандартинформ, 2011