Для формирования качественного сварного шва необходимо правильно подобрать марку электродов. Это возможно только после ознакомления с основными нормативными документами – ГОСТами. В них подробно описываются характеристики электродов, их эксплуатационные и технические параметры.
Маркировка
Электроды предназначены для поступления тока к заготовке для формирования соединительного или ремонтного шва. Они различаются по материалу изготовления, области применения и специфике работы.
Сначала предварительно следует разобраться с особенностями классификации и . При умении правильно распознавать символы можно подобрать оптимальную марку.
Маркировка состоит из нескольких разделов:
- Прочностная характеристика, Мпа.
- Уникальная марка – числовое и буквенное обозначение.
- Диаметр, мм.
- Область применения – указание контентных видов сталей или других металлов.
- Толщина покрытия.
- Специальный индекс, по которому можно определить характеристики металлов. Это указывается в ГОСТ 10051-75, 10052-75 и 9467-75.
- Эксплуатационные параметры. Вид покрытия, пространственное положение при сварке и режим работы аппарата – ток (постоянный или переменный), его полярность.
Каждая из этих характеристик указывает на область применения электрода, его эксплуатационные качества. Поэтому нужно рассмотреть их подробнее.
Назначение
Наиболее важной характеристикой является область применения электродов относительно материалов сваривания. Некоторые модели могут успешно формировать соединительные и ремонтные швы у металлов различных видов. Но чаще всего существуют ограничения по определенному виду.
Главным критерием является марка металла и виды работы с ним. Согласно этому параметру существует 5 классов электродов, в каждом из которых есть несколько типов:
- «У» — работа с углеродистыми и низкоуглеродистыми марками сталей, которые характеризуются временным сопротивлением разрыва более 600 Мпа.
- «Л» — сварочные работы с высоколегированными металлами и сопротивлением разрыва свыше 600 Мпа.
- «Т» — для теплоустойчивых сортов стали.
- «В» — работа с металлами, обладающими особыми свойствами.
- «Н» — для наплавки поверхностных слоев.
В таблице указаны некоторые марки электродов по области назначения.

Точное назначение указывается производителем на упаковке. Но кроме него необходимо правильно подобрать модель в зависимости от типа выполняемых работ.

Таким образом можно подобрать оптимальную марку расходных материалов для сварки.
Характеристики покрытия
Покрытие электродов определяет параметры будущего сварочного шва. Оно наносится в процессе производства и в большинстве случаев необходимо для формирования оптимальной газовой среды в ванной.
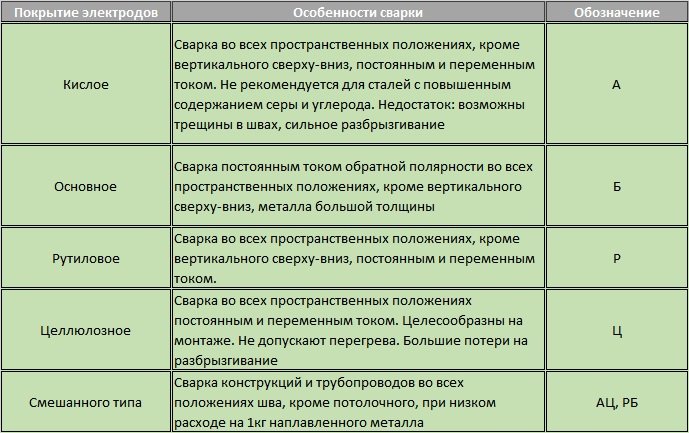
Различают 5 типов покрытия:
- Рутиловое.
- Кислое.
- Основное.
- Целлюлозное.
- Смешанный тип.
Каждый из них предназначен для выполнения определенной работы. Также они напрямую влияют на возможные направления сварки.
Кроме этого, следует обращать внимание на толщину покрытия. От этого будет зависеть объем газовой среды. Основной характеристикой является соотношение диаметров стального стержня и покрытия.

Важно – при выборе следует руководствоваться не только общим диаметром электрода, но и толщиной его покрытия и составом.
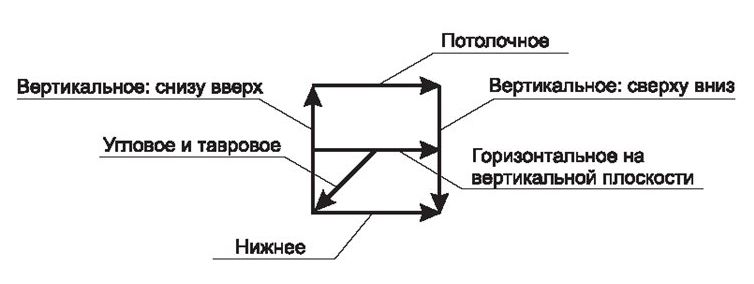
Положение электрода
Перед проведением сварочных работ необходимо правильно выбрать расположение электрода относительно детали. Не все модели могут работать в нижнем или вертикальном положении. В особенности это важно при сварке в труднодоступных местах стальных конструкций.

Узнать возможные положения можно из данных маркировки. Они могут быть как цифирные, так и в виде графического изображения. Последнее удобно, так как наглядно можно увидеть рекомендуемое положение электрода относительно плоскости детали.
Стоит отметить, что от положения сварки зависит трудоемкость работ. Чем меньше вариантов для конкретной марки электродов – тем труднее будет сделать сварной шов.
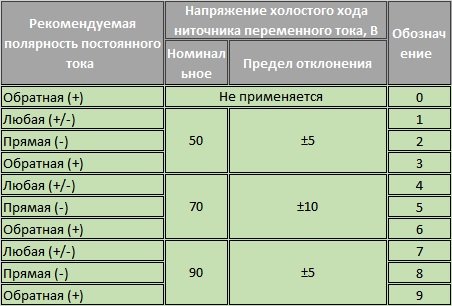
Режимы работы сварочного аппарата
Важно учитывать допустимые режимы работы сварочного аппарата. К ним относятся значение холостого хода и полярность. Также необходимо знать допустимые отклонения этих характеристик.
Зная вышеописанные параметры, можно подобрать оптимальную марку электродов, тем самым обеспечив качественный сварной шов. Но нужно помнить, что это во многом зависит от квалификации и опыта рабочего.
Различные типы электродов имеют собственную маркировку. Маркировка указывает на основную информацию и параметры того или иного типа электрода. И, для того чтобы научиться понимать, какими свойствами обладает тот или иной электрод, мы расскажем о том, как расшифровать маркировку электродов.
Перед началом любых сварочных работ убедитесь, что электрод соответствует государственному стандарту. Для этого, на упаковке электродов найдите сокращение «ГОСТ – ХХХ-ХХ-Х), где вместо «Х» будет отображена комбинация цифр. Рассмотрим маркировку электрода, на примере одного из них. Итак, в нашем примере рассмотрим электрод Э46-ЛЭЗМР-3С (также, его называют «синим» электродом).
Маркировка может отличаться от того, что будет описана в примере, однако, принцип расшифровки остается одинаковым. Причиной различной маркировки является использование электродов в тех или иных условиях сварки, при работе с различными металлами, материалами и так далее.

Итак, электрод – Э46-ЛЭЗМР-3С . Любой электрод маркируется на 12 комбинаций (шифров), благодаря которому можно узнать о нём ту или иную информацию.
«Э46» – это сочетание указывает на тип электрода, который в данном случае предназначен для сваривания углеродистых и низколегированных сталей, предел прочности, при разрыве которых достигает до 46 кгс/кв. мм.
«ЛЭЗМР» – указывает на марку электрода и производителя (в данном случае, это «Лосиноостровкский электродный завод», а марка электрода МР-3С).
«Ø» – символ, указывающий на диаметр электрода (сам диаметр указан в другом месте на упаковке).
«УД» – сочетание, указывающее на назначение электрода.
- «У» – указывает на возможность сварки углеродистых и низколегированных сталей, предел прочности, при растяжении которых достигает значения в 588 МПа, или же 60 кгс/кв.мм.
- «Д»
–
указывает на коэффициент толщины покрытия, в данном случае, это толстое
покрытие 1,45 «Е»
–
индекс, указывающий на плавящееся покрытие электрода.
«43»
–
значение, указывающее на предел прочности при растяжении (значению 43
соответствует величина в 430 МПа, или 44 кгс/кв.мм.).
«1»
–
указывает на относительное удлинение, значение «1» соответствует показателю в
20%.
«(3)»
– это
обозначение указывает на минимальную температуру, при которой ударная вязкость
металла шва должна составлять не менее 32 Дж/кв.см, значение «3» соответствует
температуре -20°С.
«РЦ»
–
значение, указывающее на вид покрытия, в данном случае, сочетание «РЦ»
указывает на рутилово-целлюлозное покрытие.
«13»
–
сочетание, указывающее на допустимые пространственные положения, сварочный ток
и напряжение холостого хода. В данном случае, «1» соответствует значению «для
любого пространственного положения», а цифра «3» указывает на возможность
сварки переменным и постоянным током обратной полярности, а также на напряжение
ХХ (холостого хода) около 50В.
Примерно в
такой способ маркируются электроды. Для расшифровки обозначений электродов,
предлагаем ознакомиться с подробной информацией и всеми возможными
обозначениями, которые встречаются в электродах.
Тип электрода.
Итак, для ручной дуговой сварки или наплавки, маркировка электрода всегда будет
начинаться со значения «Э». Для сварки углеродистых и низколегированных сталей,
маркировка типа электрода будет состоять из трёх значений. Из буквы «Э», цифры,
которая указывает на предел прочности при растяжении, и букву «А», которая
указывает на то, что металл шва имеет повышенную пластичность и ударную
вязкость.
Для сваривания
теплоустойчивых или высоколегированных сталей, а также для наплавки, тип
электрода может иметь дополнительные символы, указывающие на процентное
содержание других химических элементов.
Марка
электрода.
В этом случае, каждому типу электрода может соответствовать как
одна, так и несколько марок.
Диаметр
электрода.
Значение диаметра электрода будет соответствовать диаметру
металлического стержня этого электрода.
Назначение
электрода.
В данном случае, достаточно руководствоваться таблицей, приведенной
ниже.
Коэффициент толщины покрытия.
Это значение указывает на
соотношение между диаметром покрытия электрода и диаметром металлического
стержня. В зависимости от этого, значение коэффициента будет соответствовать
таким значениям:
Группа
индексов, указывающих на характеристики металла шва, или же наплавляемого
металла. Для электродов, которые используются при сварке углеродистых и
низколегированных сталей (предел прочности, при растяжении которых равен до 588
МПа).
Для сталей, у
которых этот предел выше 588 МПа, характеристика металла шва электродов будет
выглядеть несколько иначе:
Для
теплоустойчивых сталей:
Для
высоколегированных сталей (4 индекса):
Для наплавки
поверхностных слоев (2 индекса):
Вид покрытия
.
Для определения вида покрытия, достаточно руководствоваться следующей таблицей
значений:
Пространственные
положения нумеруются по такой таблице значений:
А также,
указываются международные пространственные положения в таком виде:
Характеристики
сварочного тока и напряжения холостого хода определяются по следующей таблице:
Вот,
собственно, и всё, что нужно знать о маркировке и расшифровке электродов. На
практике, достаточно знать несколько значений для того чтобы понять, какой
именно электрод подходит для тех или иных видов сварочных работ.
В качестве сварочных материалов для электродуговой сварки применяются штучные электроды, сварочная и порошковая проволока. Штучные электроды
Электроды для дуговой сварки бывают двух основных типов: плавящиеся и неплавящиеся. Плавящиеся электроды
. Штучные плавящиеся электроды с покрытием используются очень широко, для сварочных работ в домашних условия — это основной материал. Стержни электродов для сварки стали изготавливаются из низкоуглеродистой, легированной или высоколегированной сварочной проволоки. Стандартом предусматривается 77 марок стальной проволоки, идущей на изготовление штучных электродов диаметром от 1,6 до 6 мм. Покрытие сварочных электродов оказывает множественное действие: образует атмосферу защищающую металл от кислорода и азота, находящихся в воздухе, стабилизирует горение дуги, удаляет вредные примеси из расплавленного металла, легирует его с целью улучшения свойств. Для выполнения всех этих функций покрытие включает в себя множество компонентов: Для сварки цветных металлов и их сплавов наряду с неплавящимися применяют плавящиеся электроды из соответствующих металлов и сплавов — алюминия, меди, никеля, бронзы, латуни и т.п. Классификация и обозначение электродов
. Электроды, применяемые для сварки и наплавки, классифицируются по широкому ряду признаков: Каждый параметр электрода имеет свое буквенное или цифровое обозначение в определенной части маркировки. В частности, электроды для сварки углеродистых и низколегированных конструкционных сталей с временным сопротивлением разрыву до 60 кгс/мм 2 обозначаются буквой У
. Электроды со средним по толщине рутиловым покрытием имеют в маркировке букву С
(среднее) и Р
(рутиловое). Стоящая предпоследней цифра 1
сообщает, что электрод может использоваться для выполнения шва любого пространственного положения, а завершающая обозначение цифра 0
информирует о том, что данный электрод используется при работе сварочным аппаратом дающим постоянный ток. В соответствии с ГОСТ 9466-75 обозначение электрода содержит информацию о типе, марке, диаметре и прочих его характеристиках. В обозначение типа электродов для сварки конструкционных сталей входит буква Э
(«электрод для дуговой сварки») и цифра, сообщающая о минимальном временном сопротивлении разрыву металла шва в кгс/мм 2 . Если после цифр присутствует буква А
(например, Э42А, Э46А), это означает, что данный тип электрода обеспечивает более высокие пластические свойства металла шва. Наряду с типом, электроды имеют и марку. Одному типу электродов может соответствовать несколько марок. Например, электродам типа Э42 соответствуют марки ГОСЦ-2, ЦМ-7, АНО-6. 1 — Тип электрода (Э — электрод для дуговой сварки, 46 — прочность 460МПа, А — повышенная пластичность и вязкость металла шва); 1 — Электрод для дуговой сварки; Неплавящиеся электроды
. Неплавящиеся электроды бывают угольными, графитовыми и вольфрамовыми. Температура плавления всех этих материалов превышает ту, до которой они нагреваются при сварке. Эта особенность и обусловила их название. Графитовые электроды изготавливают из синтетического прессованного графита, угольные — из электротехнического угля. Электроды из графита обладают определенными преимуществами перед угольными. У них выше электропроводимость, позволяющая в 2,5-3 раза повысить плотность тока, и более высокая устойчивость против окисления при высоких температурах. Последнее качество позволяет снизить их расход по сравнению с угольными. Вольфрамовые неплавящиеся электроды изготавливаются из чистого или с наличием присадок вольфрама. В качестве присадок используются окислы тория, иттрия, лантана и других веществ. О наличии той или иной присадки говорит марка и цвет электрода. Обозначение ЭВ (WP) означает чистый вольфрам (конец окрашен в зеленый цвет), ЭВТ (WT) — вольфрам с торием (красный), ЭВИ (WY) — с иттрием (темно-синий), (WL) — с лантаном (синий или золотистый, в зависимости от содержания лантана), WC — с церием (серый), WZ — с цирконием (белый). С помощью неплавящихся электродов варят сталь, чугун, медь, латунь, бронзу, алюминий и прочие металлы. Сварка проводится чаще всего в среде защитного газа (аргона, гелия, азота и их смеси). Её можно осуществлять как с присадочным материалом, так и без. В качестве последнего используется проволока, металлические прутки или полосы. Выбор типа электрода для сварки сталей зависит не только от марки последней, но и от характера соединения, пространственного положения шва, рода сварочного тока (постоянный или переменный), температуры окружающего воздуха во время работ и пр. В настоящее время производится несколько сотен марок электродов для самого различного назначения. Электроды для сталей подразделяются на несколько групп — в зависимости от марки материала, для сварки которого они предназначены. Первую группу образуют электроды для сваривания углеродистых и низколегированных конструкционных сталей, содержащих до 0,25% углерода и имеющих сопротивление разрыву до 490 МПа. К таким сталям относятся марки Ст5пс, Ст3сп, Ст0 и другие, используемые для производства металлопроката, из которого в быту изготавливается большинство конструкций, к прочности которых не предъявляют особых требований — ворота, ограждения и пр. Для их сваривания применяют такие известные всем сварщикам марки электродов, как АНО-4, АНО-21, МР-3, ОЗС-41. Популярный электрод МР-3 пригоден для сварки как переменным, так и постоянным током во всех пространственных положениях шва кроме вертикального сверху вниз. Для сварки сталей, имеющих сопротивление разрыву от 490 до 590 МПа, используются электроды типа Э50А, Э60 (марки УОНИ-13/55, ОЗС-28, УОНИ-13/65). Эти электроды дают шов, выдерживающий более значительные нагрузки, чем предыдущая группа электродов. Конструкционные легированные стали повышенной и высокой прочности, имеющие сопротивление разрыву свыше 590 МПа, необходимо варить электродами НИАТ-5, ЭА-981/15, ЭА-395/9 (если изделие не подвергается после сварки термообработке) или электродами ОЗШ-1, НИАТ-3М, УОНИ-13/85 — если сваренную конструкцию планируется подвергнуть термообработке с целью обеспечения равнопрочности швов. Для сварки низколегированных и легированных теплоустойчивых сталей, работающих при температурах до 550-600 °C, предназначены электроды типа Э-09Х1М, Э-09МХ, Э50А (марки АНЖР-2, ОЗС-11, ЦУ-5). Не часто, но приходится в быту сталкиваться и со сваркой жаропрочных и жаростойких сталей, предназначенных для работы при температуре свыше 550-600 °C. Например, при изготовлении несгораемых колосников для печи. Если удастся добыть такую сталь, варить ее нужно электродами КТИ-7А, ОЗЛ-38, ЦТ-15. Коррозионностойкие стали, обладающие устойчивостью к коррозии в кислотной, щелочной и прочих агрессивных средах, известные в быту под названием «нержавейки», варятся электродами марок ЦЛ-11, ОЗЛ-7, ОЗЛ-22. Выбор диаметра электрода
. Диаметр электрода выбирается, прежде всего, с учетом толщины свариваемого металла. Прочие условия работы: марка свариваемого металла, род тока, параметры сетевого напряжения, формы подготовки кромок и т.п. — также могут выдвигать свои требования к диаметру электрода, но в гораздо меньшей степени, чем толщина свариваемого металла. Для первоначального выбора электрода можно использовать нижеследующую таблицу, значения в которой соответствуют нижнему шву. При выполнении сварных швов в вертикальном и потолочном положениях применяют электроды диаметром не более 4 мм. Если имеется разделка кромок или необходимо заплавить зазор между деталями, то корневой шов может выполняться электродом меньшего диаметра — 2,5-3 мм. Сварочная проволока выпускается из стали различных марок, меди, алюминия и других металлов. Стальная проволока, предназначенная для сварки, наплавки и изготовления штучных электродов, изготавливается по ГОСТ 2246-70. Стандарт предусматривает 77 марок стальной проволоки различного химического состава — низкоуглеродистых, легированных и высоколегированных. Диаметр материала колеблется от 0,3 до 12,0 мм. Проволока толщиной до 3 мм применяется для полуавтоматической шланговой сварки, диаметром 1,6-6 мм — для ручной сварки штучными электродами, диаметром 2-5 мм — для автоматической сварки. Материал больших диаметров применяют для наплавочных работ. По виду покрытия проволока бывает чистой и омедненной. Омеднение улучшает прочность и чистоту шва, повышает устойчивость горения дуги, снижает разбрызгивание металла. В обозначении марок проволоки используются буквы и цифры. Обозначение Св-08ГС говорит о том, что это сварочная проволока (Св), имеющая углерода — 0,8%, марганца (Г) — до 1%, кремния (С) — до 1%. Порошковая проволока (она же флюсовая или самозащитная), используемая для сварки полуавтоматами, представляет собой металлическую оболочку, заполненную специальным порошком. Последний состоит из смеси материалов (ферросплавов, минералов, руд, химикатов и пр.), имеющих то же назначение, что и покрытие штучных электродов — защиту расплавленного металла от кислорода и азота, легирования и раскисления металла, стабилизацию дугового разряда и пр. При ручной дуговой сварке плавлением применяют неплавящиеся и плавящиеся электроды, а также другие вспомогательные материалы. Плавящиеся электроды изготовляют из сварочной проволоки, согласно разделяются на углеродистую, легированною и высоколегированною. Всего в ГОСТ включено 77 марок проволоки. Первые две цифры указывают на содержание в проволоки углерода в сотых долях процента. Затем буквой и цифрой поочередно указываются наименование и содержание в процентах легирующих элементов. При содержании легирующих элементов в проволоке менее 1% ставится только буква этого элемента. Обозначение легирующих элементов: 1,2св08Г2С-О по ГОСТ2246-81 – Ø1,2мм; 0,08% – С, Mn – 2%, Si – 1% и "О" – омедненная (т.е. поверхность проволоки покрыта тонким слоем меди, которая используется для п/а и автоматической сварки). Классификация электродов
Электроды, применяемые, для сварки и наплавки классифицируются по значению (для сварки стали, чугуна, цветных металлов и для наплавочных работ). Технологическим особенностям (для сварки в различных пространственных положениях, сварки с глубоким проплавлением) виду и толщине покрытия химическому составу стержня и покрытия, характеру шлака, механическим свойствам металла шва и способу нанесения покрытия (опресовка, окунание).
Основными требованиями для всех видов электродов являются: обеспечения стабильного горения дуги и хорошего формирования шва; получения металла шва заданного химического состава, спокойное и равномерное расплавления электродного металла и высокая производительность сварки, легкая отделимость шлака и достаточная прочность покрытий, сохранение физико-химических и технологических свойств электродов. Электроды изготавливаются по ГОСТ 9966-75 и подразделяются
: – для сварки углеродистых и низколегированных сталей – У – для сварки легированных сталей – Л – для сварки легированных теплоустойчивых сталей – Т – для сварки высоколегированных сталей с особыми свойствами – В – для наплавки поверхностных слоев – Н По толщине покрытия электроды подразделяются на электроды с тонким, средним, толстым и особо толстым покрытием предусматривает также три группы электродов – 1, 2, 3, 4. По виду покрытия электроды подразделяются
: – с кислым покрытием – А – с основным – Б – с целлюлозным – Ц – с рутиловым – Р – смешанное – двумя – с прочими покрытиями – П. В зависимости от пространственного положения сварки электроды подразделяются
: 1 – для сварки во всех пространственных положениях;
2 – для сварки во всех положениях кроме вертикального сверху в низ; 3 – для нижнего положения, горизонтального на вертикальной плоскости и вертикального снизу вверх; 4 – для нижнего и в лодочку. Электроды подразделяются по роду и полярности тока, а также по напряжению холостого хода. Э46А – УОНИИ13/45-3,0-УД2
Е43 2 (5) – Б1 О М – тонкое покрытие; С – среднее; Д – толстое; Г – особо толстое. Э – электрод для дуговой сварки. 46 – [σВ] временное сопротивление разрыву (минимальное значение), кг/мм2. А – улучшенный тип электродов. У – для сварки углеродистых сталей. Д – толщина покрытия. 2 – вторая группа по содержанию S и P. В знаменателе: цифры 43 2 (5) указывают характеристики наплавленного металла. Б – основной тип покрытия. 1 – пространственное положение (для всех). О – постоянный ток обратной полярности. Е – для сварки углеродистых и низколегирующих сталей. 432 – σВ=43 кг/мм2, δ% - относительное удлинение δ=22%, ударная вязкость при 50°С не менее 3,5. Свойства электродов
Электродные покрытия состоят из шлакообразующих, газообразующих, раскисляющих, легирующих, стабилизирующих и связующих (клеящих) компонентов.
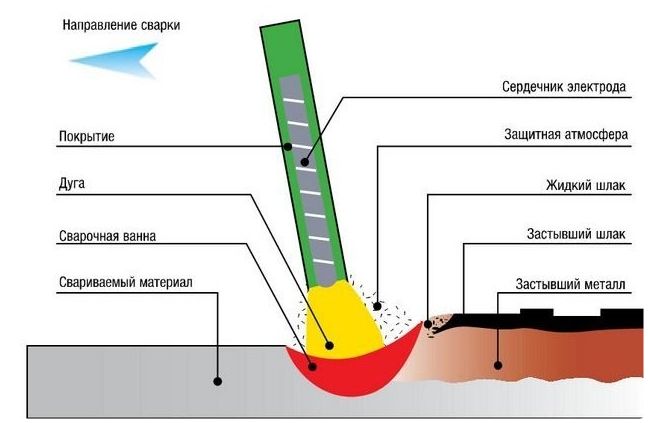
Шлакообразующие составляющие защищают расплавленный металл от воздействия кислорода и азота воздуха и частично очищают его, образуя шлаковые оболочки вокруг капель электродного металла. Эти составляющие включают в себя титановый концентрат, марганцовую руду, полевой шпат, каолин, мел, мрамор, кварцевый песок, доломит. Газообразующие составляющие при сгорании создают газовую защиту, которая предохраняет расплавленный металл от кислорода и азота воздуха. Газообразующие составляющие состоят из древесной муки хлопчатобумажной ткани, крахмала, пищевой муки, декстрина, целлюлозы. Раскисляющие составляющие необходимы для раскисления расплавленного металла сварочной ванны. К ним относятся элементы, которые обладают большим сродством к кислороду, чем железо, например марганец, кремний, титан, алюминий и др. Легирующие элементы необходимы в составе покрытия для придания металлу шва специальных свойств: жаростойкости, износостойкости, сопротивлености коррозии и повышения механических свойств. Легирующими элементами служат марганец, хром, титан, ванадий, молибден, никель, вольфрам и другие элементы. Стабилизирующими составляющими являются те элементами, которые имеют небольшой потенциал ионизации, например калий, натрий и кальций. Связующие (клеящие) составляющие применяют для связывания составляющих покрытий между собой и со стержнем электрода. В качестве них применяют калиевые или натриевое жидкое стекло, декстрин, желатин и др. Все покрытия должны удовлетворять следующим требованиям: Обеспечивать стабильное горение дуги; Физические свойства шлаков, должны обеспечивать нормальное формирования шва; Не должны происходить реакции между шлаками, газами и металлом, способные образовывать пары в швах; Материалы покрытия должны, хорошо измельчатся и не вступать в реакцию с жидким стеклом или между собой; Состав покрытий должен обеспечивать применимые санитарно-гигиенические условия труда при изготовлении электродов и в процессе их сгорания. К физическим свойствам шлака относят температуру плавления, температурный интервал затвердевания, теплоемкость, вязкость, способность растворять окислы, сульфиды и т.д. К химическим свойствам – относят способность шлака раскислять расплавленный металл сварочной ванны, связывать окислы в легкоплавкие соединения, а также легировать расплавленный металл шва. Электроды для сварки углеродистых и низколегированных конструкционных сталей: УОНИИ13/45, УОНИИ13/55, АНО-3, АНО-4, МР-3, ДСК-50, и т.д. Электроды для сварки низко- и среднелегированных, закаливающихся сталей: Э50А, УОНИИ13/55, ЦЛ-17,(10Х5м), 03Л-9 (св13Х25Н18). Для стали 12Х13 и 20Х13 (электроды УОНИИ-13/1Х13)со стержнем св10Х13. Для сварки коррозионностойких, жаростойких и жаропрочных сталей и сплавов: 03Л-14 стали 0Х18, Н10Т, 0Х18Н10 и Х18Н10Т, а также Л40М типа ЭА1Б. Техника и технология ручной дуговой сварки металлическими электродами Ручная дуговая сварка металлическими электродами выполняется в следующем порядке: Металлический электрод вставляют в электрододержатель, к которому подключен кабель, включают источники питания сварочной дуги. Зажигают сварочную дугу касанием электрода об изделие. Теплотой сварочной дуги расплавляются покрытие и металлический стержень электрода и основной металл – образуется сварочная ванна. Расплавляющийся стержень электрода в виде отдельных капель, покрытых шлаком, переходит в сварочную ванну, в сварочной ванне расплавленный электродный металл соединяется с расплавленным металлом свариваемого изделия, а расплавленный шлак всплывает на поверхность сварочной ванны, защищая ее от внешней среды. Другие страницы, по теме














Плавящийся электрод для сварки: 1 — стержень, 2 — участок перехода, 3 — марка электрода, 4 — покрытие.

2 — Марка электрода;
3 — Диаметр стержня;
4 — Назначение электрода (У — для сварки углеродистых и низколегированных сталей);
5 — Характеристика толщины покрытия (Д — толстое);
6 — Группа индексов, указывающая на характеристики металла шва;
7 — Вид покрытия (Б — основное);
8 — Пространственное положение шва (1 — для всех положений);
9 — Род тока (0 — постоянный, обратной полярности).
2 — Минимальный предел текучести (500Н/мм 2);
3 — Характеризует температуру, при которой обеспечивается минимальное значение ударной вязкости 47Дж (около 60°C);
4 — Характеризует химический состав наплавленного металла (Ni — 2,6-3,8%);
5 — Тип покрытия электрода (основной);
6 — Код производительности и род тока (<=105%, постоянный);
7 — Код положения швов при сварке (все, кроме вертикального сверху вниз);
8 — Характеризует содержание водорода в наплавленном металле (10 мл/100г).


Выбор электродов для сварки сталей

Сварка корневого шва
Сварочная проволока: нержавеющая, омедненная, алюминиевая.Порошковая проволока

В качестве рессивера был взят огнетушитель ОХП-10 объемом 10,5 литров.. Так же было закуплено реле давления РМ5, предназначенное для воды, но подходящее и для воздуха. Так же купил два фильтра влагоотделителя, и один автомобильный топливный, тонкой очистки. Его я сразу поставил на вход в компрессор. Купил различных переходников, крестовин, так...
Провести водопровод и канализацию, сделать вольеры для домашних животных и птиц, красивые подставки для цветов и многие другие полезные в хозяйстве вещи вам поможет электросварочный аппарат, изготовленный из доступных деталей и материалов. С электродами диаметром до 4 мм им можно сваривать металл толщиной 1-20 мм. Установка работает от сети переменного...
Арсенал металлорежущих станков домашней мастерской полезно пополнить маятниковой пилой. Закрепить её можно на верстаке, рядом со слесарными тисками, в которых зажимается обрабатываемая заготовка. Рабочий инструмент пилы - абразивный диск. Ему «по зубам» закаленные до любой твердости стальные прутки, уголки, трубы, листы н даже метлахская плитка, фарфор и стекло, причем поверхность...