Специализация: профессионал в области строительства и ремонта (полный цикл проведения отделочных работ, как внутренних, так и наружных, от канализации до электрики и финишных работ), монтажа оконных конструкций. Хобби: смотреть столбец "СПЕЦИАЛИЗАЦИЯ И НАВЫКИ"
Изготовление трубы из жести своими руками – это отличная альтернатива покупке дорогого водостока или вентиляционного кожуха. На практике экономия выходит колоссальной, а если учесть, что освоив технологию, вы сможете буквально «штамповать» трубы любого (ну ладно, почти любого) диаметра – то прочитать мои советы и хотя бы попробовать реализовать их на практике определенно стоит!
Или вы также можете приложить руку к гравитации, добавив дополнительный вес. 
Если у вас есть несколько паяных соединений, и если их конфигурация слишком сложна для автономной поддержки или зажима, может быть хорошей идеей использовать паяльный кронштейн. При проектировании такого устройства необходимо спроектировать его как можно более легким и ограничить контакт с монтажными частями. Используйте край ножа и точечный дизайн, чтобы уменьшить контакт до минимума.
Ниже я расскажу о том, что нам понадобится для формирования трубы, а также опишу алгоритм, по которому я уже пять лет успешно гну жестяные изделия.
Что нам нужно для работы?
Жесть как она есть
Итак, начнем наш обзор технологии с анализа материала. Гнуть мы трубу будем из жести:
- Основу жестяного листа составляет сталь, прошедшая обработку на прокатном стане. Как правило, в продаже встречаются листы от 0,1 до 0,7 мм – чем толще, тем выше цена.

Это плохие проводники, они ограничивают диффузию тепла из сустава. Коэффициенты расширения совместимы, чтобы не иметь никаких изменений в выравнивании сборки во время цикла нагрева, но если вы планируете паять сотни одинаковых сборок, тогда вы должны подумать с точки зрения дизайна деталей сами для подходящей поддержки процесса пайки. На первом этапе планирования создайте механические устройства, которые достигнут этой цели и которые могут быть включены в производственный процесс. Типичные устройства включают в себя обжимку, запирание, сшивание, штамповку, удар, заклепывание, закрепление, скрининг или накатку.
- Для защиты от коррозии стальное основание жестяной заготовки покрывается материалом, предотвращающим окисление металла. Чаще всего для этого используются соединения хрома, олова и цинка.
- На заключительном этапе изделие нарезается в соответствии со стандартными размерами. Чаще всего в строительных магазинах продаются жестяные заготовки шириной от 512 мм до 2 м, но при необходимости можно найти или заказать и более широкие детали.

Острые углы должны быть сведены к минимуму в этих механически соединенных соединениях, поскольку эти углы могут мешать капиллярному действию. Уголки должны быть слегка закруглены, чтобы помочь в потоке наполнителя. 
Самое простое механическое удерживающее устройство является лучшим, так как его единственная функция состоит в том, чтобы удерживать детали вместе во время пайки.
Инструкция по изготовлению жестяной трубы
Шаг 5: Пайка сборки. Пятый шаг - реализация паяного соединения. Он состоит в нагревании агрегата до температуры пайки, затем наполнительный металл проходит через соединение. Во-первых, процесс нагрева. Как мы видели при пайке твердым припоем, вы обычно применяете тепло к основным металлам. Если вы пасите небольшую сборку, вы можете нагреть весь узел до температуры застывания наполнителя. Если вы пасите большую сборку, вы нагреваете довольно широкую область вокруг сустава. Наиболее распространенным методом нагрева, используемым при пайке простой сборки, является ручная горелка.
У такого металла есть очевидные плюсы:
- Малая толщина обеспечивает снижение массы жестяных изделий.
- Обработка поверхности достаточно эффективно защищает стальное основание от коррозии при контакте с факторами внешней среды.
- Тонкий металл неплохо режется, при этом для обработки не требуются очень мощные инструменты – вполне достаточно ручных ножниц.
- Прокатка и термообработка заготовок при производстве жести обеспечивают им высокую пластичность. Благодаря этому листы и полосы отлично гнутся по минимальному радиусу без риска растрескивания.
Обратной стороной жести является низкая прочность на изгиб, потому при изготовлении незамкнутых деталей в их конструкцию обязательно вносят ребра жесткости. Впрочем, нашей ситуации это не касается: труба сама по себе отлично держит форму.
Доступны различные виды топлива, такие как природный газ, ацетилен, пропан, пропилен и т.д. Сжигаемые либо с кислородом или воздуха. Все, что вам нужно иметь в виду, это то, что два металла в сборке должны нагреваться как можно равномерно, чтобы они одновременно достигали температуры пайки. При сборке профиля Проекция пламени может быть достаточной для нагрева тонкой части. Держите факел неподвижным и не нагревайте область пайки напрямую. Может стать прозрачным до того, как полная сборка будет достаточно горячей для получения наполнителя.
Некоторые металлы являются хорошими проводниками и поэтому нагреваются быстрее в более холодных областях. Другие - плохие проводники и имеют тенденцию к сохранению тепла и перегреву. Хорошие проводники нуждаются в большем количестве тепла, чем неправильные проводники, просто потому, что они быстрее рассеивают тепло.
Инструменты жестянщика
Как я уже отметил, жесть – это материал мягкий и пластичный, который обрабатывается довольно просто. Но есть у этой простоты и недостаток: металлический инструмент не только оставляет следы на поверхности листового металла, но и может при ударе повредить защитный слой, спровоцировав развитие коррозии.
В любом случае, ваша лучшая страховка от неравномерного нагрева - держать бдительный взгляд на поток. Если поток изменяется равномерно по внешнему виду, детали нагреваются равномерно, независимо от разницы в массе или теплопроводности. Вы нагрели сборку до температуры пайки. Теперь вы готовы нанести наполнитель металла. При ручной пайке это требует тщательного удержания стержня или проволоки над областью соединения. Нагретый узел расплавит наполнительный металл, который мгновенно будет проводиться капиллярным действием в области сустава.
Именно поэтому для работы с жестью и тонкой оцинкованной сталью применяются такие инструменты:
- ножницы по металлу. Я использую самые обычные, подпружиненные, с не очень длинными рукоятками – при относительно небольшом усилии они отлично режут сталь 0,7 мм;
Очень важно, чтобы лезвия ножниц были острыми, иначе края заготовок получатся неровными, и нам придется тратить время и силы на удаление «бахромы».
Вы можете добавить поток к концу металлического стержня наполнителя приблизительно от 51 мм до 76 мм для улучшения потока, который можно выполнить либо чисткой, либо погружением стержня в поток. Больше времени нагрева или когда поток стал насыщенным многими оксидами, добавление свежего флюса к наполнителю приведет к улучшению потока и проникновению наполнителя в зону соединения. Тем не менее, есть небольшая осторожность, чтобы смотреть. Наплавка расплавленной пайки имеет тенденцию поступать в зоны с более высокой температурой.
В нагреваемом узле внешние наружные металлические поверхности могут быть немного теплее, чем внутренние поверхности стыка, поэтому обязательно удалите наполнитель в непосредственной близости от сустава. Если вы не размещаете его вблизи уплотнения, он имеет тенденцию перемещаться по горячим поверхностям, а не течет в уплотнение. Кроме того, предпочтительно нагревать противоположную сторону сборки до точки, где вы собираетесь поставлять наполнитель. В приведенном выше примере вы нагреваете нижнюю сторону самой большой пластины, так что тепло притягивает весь наполнительный металл к уплотнению.

- молоток с резиновым/обрезиненным бойком. Зачем нужна резина, уже понятно – чтобы не допустить ударов металла о металл;
- киянка – в принципе, выполняет функцию молотка с резиновой насадкой. Оба инструмента взаимозаменяемы, что не мешает мне иметь в своем распоряжении и киянку, и молоток;

И если вы используете преформы - слитки, шайбы, прокладки или специальные формы наполнителя - переместите их в область сустава перед нагревом сборки. Шаг 6: Очистите паяное соединение. После сварки сборки вы должны ее очистить. Очистка обычно выполняется в два этапа. Во-первых: устранение остатков от потоков. Второе: травление для удаления любого оксидного слоя, образовавшегося во время процесса пайки. Удаление потока является простой, но важной операцией. Поскольку большинство паяльных флюсов растворяются в воде, лучший способ их удалить - это утопить сборку в горячей воде.
- плоскогубцы (несколько штук, разных размеров). Используются для гибки металла, поскольку короткие края листа или полосы пальцами ухватить невозможно, несмотря на всю пластичность;

- калибрующие заготовки – стальные трубы (у меня две, диаметром 50 и 100 мм) и уголки. Используются в качестве шаблонов для гибки соответственно круглых и прямоугольных деталей;
- измерительные инструменты – линейка, рулетка, уровень и циркуль;
- разметчик – заостренный стальной стержень, который используется для нанесения меток на жестяной лист. Можно купить, можно заточить гвоздь-«двухсотку».

Лучший способ сделать это - погрузиться в них, пока они еще теплые, Убедившись, что наполнительный металл полностью затвердеет, прежде чем погружать его. Порошковые остатки, похожие на стекло, обычно трескаются и хлопья. Если они немного устойчивы, слегка нанесите их на щетку, пока узел все еще находится в горячей воде. Вы можете использовать более сложные методы устранения - ультразвуковой очистительный резервуар для ускорения действия горячей воды или пара.
Единственный раз, когда вы устраняете проблемы с потоком, - это когда вы не использовали достаточное количество флюса в начале нагрева или перегрели детали во время процесса пайки. Затем поток становится полностью насыщенным С оксидами, обычно становясь зелеными или черными. В этом случае поток должен быть удален разбавленным раствором кислоты. 25% раствор хлористоводородной кислоты обычно растворяет наиболее стойкие остатки флюса. Просто взбалтывайте паяный узел в этом растворе в течение 30 секунд до 2 минут.
- верстак – самая необходимая вещь. Верстак выполняет функции места для разметки раскройного стенда, рабочего стола – в общем, именно на нем мы будем выполнять все работы.
Конечно, этого набора нам хватит только для изготовления нескольких труб – до двух-трех десятков. Если же работа предстоит масштабная, то не обойтись как минимум без листогиба – устройства, позволяющего ровно гнуть большие металлические заготовки.
Однако следует принять к сведению предостережение: кислотные растворы очень реакционноспособны, поэтому при погружении паяных узлов в кислотную ванну обязательно надевайте лицевой экран и перчатки, а после снятия флюса используйте зачищающий раствор для удаления оксидов, которые остаются на участках, которые не были защищены потоком во время процесса пайки. Лучше всего использовать стриппер, который рекомендуется изготовителем паяных материалов, которые вы используете. Следует избегать использования высокоокисляющих растворов для травления, таких как растворы, содержащие азотную кислоту, потому что они нападают на серебро, содержащееся в наполнителе.
Технология работы
Шаг 1. Заготовка
Инструкция по изготовления трубы из жести начинается с описания изготовления заготовки:

- На верстаке или другой ровной поверхности раскатываем листовой металл, при необходимости выравнивая его с помощью механических воздействий.
- Отмеряем длину и ширину трубы, нанося мелом, маркером или разметчиком обозначения на материал. При разметке учитываем, что ширина заготовки должна быть равной длине окружности трубы + 1,5…1,6 см на формирование шва.
- Контролируем перпендикулярность проведённых линий с помощью угольника.

Если вы обнаружите, что их необходимо использовать, ограничьте Продолжительность травления. Как только флюс и оксиды удаляются из паяного узла, есть еще несколько отделочных операций, которые были бы обязательными. Узел готов к использованию или для электролитической отделки. В редких случаях, когда вам нужна ультрачистая отделка, вы можете получить ее, полируя сборку тонкой наждачной бумагой. Если сборки необходимо хранить для последующего использования, они должны быть защищены защищенным от ржавчины защитным слоем путем добавления растворимого масла к воде при промывке конечной воды.
- Берем ножницы и делаем сначала боковой, а затем продольный разрез. Резать нужно строго по линиям, стараясь не делать больших отступов. Если линия реза будет «гулять» — на этапе формирования шва могут возникнуть проблемы.
- Еще раз выравниваем нашу заготовку. При необходимости простукиваем края для удаления волн и обрабатываем их, зачищая от заусенцев.
Шаг 2. Формовка трубы
Теперь нам нужно сделать из заготовки круглую трубу. И на первом этапе мы формируем профиль:
Обеспечьте правильную установку и воспроизведение Чистые детали Нанесите флюс перед пайкой Поддерживайте детали Пайка сборки Очистка новой прокладки. Ваши отходы - это скрытое сокровище. Существует одна последняя вещь, которую вам необходимо учитывать, как часть ваших операций по очистке и отделке - возможную стоимость восстановления ваших паяных отходов. Металлы припоя могут содержать серебро, часто в довольно высоких пропорциях. То же самое относится и к отработанным металлам, а деньги, которые есть, могут быть возмещены по хорошей цене.
- С одной стороны детали проводим линию загиба фальца на расстоянии 0,5 см от края.
- С другой стороны проводим такую же линию на расстоянии 1 см.
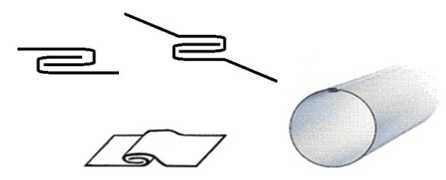
- Укладываем заготовку на стальной уголок и отгибаем фальцы перпендикулярно плоскости листа. Для загиба используем киянку, при необходимости подправляя металл плоскогубцами.

Трудно поверить, что вы производите количество отходов во время операции пайки достаточно И мы используем концы стержней и кончиков катушек и используем их до конца. Представитель отметил, однако, что некоторые капания металла припоя падают на зажимы цепной пайки. Он взял несколько образцов для лабораторного анализа. Несколькими неделями позже он представил своему заводскому менеджеру блестящий диск чистого серебра. Деньги были усовершенствованы из этих немногих «бесполезных» трасс, так что эти цепные зажимы регулярно очищались - и каждый отходы накапливались за его серебряную ценность.
- Я обычно поступаю таким образом: вначале захватываю металл плоскогубцами, формируя загиб шириной около 2-3 см. После того как направление деформации будет задано, меняю плоскогубцы на киянку и продолжаю работу, используя в качестве опоры стальной шаблон.
- Работая по шаблону, не прикладываем излишних усилий, иначе мы рискуем повредить материал и «счесать» часть защитного покрытия,
- Дальше отогнутый фальц шириной 1 см делим надвое по ширине и повторяем загиб. Теперь нам нужно отогнуть полосу шириной 0,5 см параллельно основной заготовке.

Цепь - это просто источник возмещаемых денег. Например, предположим, что вы вручную обрезаете паяные ленты, чтобы изготовить клинья для карбидных клиньев, выполненные по индивидуальному заказу. Остальная часть отходов также имеет высокое содержание серебра, такое как сам пайка, В зависимости от характера ваших операций пайки всегда есть возможность создавать достаточные отходы для накопления в течение очень интересного периода времени. Дело в том, что очистка отходов от припоя часто может значительно снизить затраты на пайку.
Мы рассмотрели шесть основных шагов, необходимых для правильной процедуры пайки. Чтобы получить более сбалансированную картину процесса пайки в целом, важно отметить, что в большинстве случаев ежедневной пайки эти этапы Проводятся очень быстро, например, чистка и т.д. новые металлические детали, возможно, вообще не нужно чистить. Когда возможно, достаточно быстрых десятков раз в растворе для обезжиривания Сделайте работу. Травление обычно представляет собой быстрый ход кисти или замачивание концов кусков в потоке.
- Теперь формируем профиль трубы. Заготовку укладываем на калибрующую поверхность и постукиваем по ней, выгибая вначале дугу, а затем и полный круг. Чем ровнее он будет, тем лучше – меньше придется возиться на завершающем этапе работы.
Шаг 3. Обработка стыка
Теперь нам нужно сформировать шов, который превратит нашу заготовку в собственно трубу:
- Фальцы, отогнутые перпендикулярно основной части, совмещаем, плотно прижимая друг к другу.

- Горизонтальную часть длинного фальца загибаем таким образом, чтобы он обернул совмещенные части.
- Укладываем полученную трехслойную конструкцию на верстак и тщательно простукиваем, хорошенько уплотняя. При этом следим, чтобы не было перекосов, которые отрицательно скажутся на прочности конструкции.

- Шов из собранных вместе фальцев отгибаем к стенке трубы. Надеваем изделие на калибровочную заготовку и еще раз простукиваем стык. Полученное соединение отлично держится без всякого крепежа за счет пластичности жести.
При изготовлении труб большого диаметра, испытывающих значительные нагрузки ширину фальцев можно увеличить, а стык дополнительно усилить заклепками.

Заключение
Я надеюсь, что в приведенном выше материале достаточно подробно объяснил, как сделать трубу из жести своими руками. Если же какая-то из операций вызывает сложности – вы всегда можете либо просмотреть видео в этой статье либо задать мне вопрос в комментариях. Конечно, гнуть металл вместо вас я не буду, но добрым советом помогу обязательно!
Жесть представляет собой материал, который относится к прокатной продукции. Это разновидность . После проката лист обрабатывается антикоррозийными веществами.
Для того что бы сделать такую трубу вам понадобятся всего лишь 2-3 инструмента
Для отопительного оборудования можно самостоятельно выполнить жестяные трубы для дымохода . Данный материал эластичен, поэтому обрабатывается вручную. Кроме того, сталь отличается жесткостью и прочностью, поэтому из него выполняются жестяные изделия особой прочности.
Какую жесть выбрать
Перед тем сделать трубу из жести подбирается подходящий . Для дымоходов рекомендуется тонкая жесть, покрытая специальным составом.
Козырьки и оголовки выполняются из жести, используемой .
Жестяная труба отводит дым и повышает тягу.
Жесть бывает черная и белая. Черный тип материала представляет собой тонколистовую и холоднокатаную сталь. Продукция изготавливается из сталей различных марок. Материал предлагается производителями в листах или рулонах.
Белая жесть — это материал покрытый оловом с обеих сторон, который обрабатывается методами электролитического и горячего лужения. Данный материал представляет собой низкоуглеродистый и тонкий лист.
Метод обработки наделяет сталь стойкостью к ржавчине и пластичностью.
Производство сопровождается контролем состава веществ. Способ обработки и содержание влияет на получение материала разных марок.
Белый тип жести проходит обработку для улучшения поверхности к адгезии с лаковыми покрытиями.
Применяется лакированная жесть. Процесс лакировки используется для защиты поверхностей от внешних факторов.
Черный и белый тип материала бывает следующих видов:
- лист однократной прокатки является изделием малоуглеродистой стали, которая обрабатывается методом холодной прокатки до нужной толщины;
- металл двукратной прокатки после первой процедуры прокатки подергается второй прокатке и специальной смазке, что уменьшает толщину изделия.
Материал классифицируется по степени твердости и по количеству используемого олова.
Труба из жести обладает технически универсальными качествами.
Какие нужны инструменты
Перед тем как произвести жестяные работы , стоит подобрать комплект материалов и инструментов. Потребуется оборудование для жестяных работ.
Понадобится лист тонкой жести. Чтобы труба стала ровной, берется материал с гладкой структурой и четкими углами. Не используется лист с оборванными краями.
Порезка материала не требует усилий, но приступая к работе, стоит заготовить следующие инструменты жестянщика:
- Для разрезания отрезка на заготовки применяются ножницы металла.
- Используется киянка или резиновый молоток, который не оставляет вмятин. Вес инструмента подбирается тяжелый, но при этом контролируется сила удара.
- Для выполнения сгибов применяются плоскогубцы или клещи.
- Рекомендуются станки для жестяных работ. Подходит верстак, который позволяет ровно расположить лист и разметить.
- Для калибровки применяется трубка с толстыми стенками и уголок, который монтируется к краю верстака. Уголок выбирается массивный, так как на нем загибается металл. Труба помогает при изготовлении продольного шва магистрали.
- Тонкий стальной стержень используется в качестве разметчика. Его изготавливают самостоятельно. Для этого затачивают гвоздь.
- Рекомендуется инструмент для измерений. Для этого подходят рулетки и угольники.
Потребуется круглая деталь для сборки изделия. Для этого рекомендуется труба с сечением 90 мм и не слишком длинная.
Инструкция по изготовлению жестяной трубы для вентиляции с колпаком своими руками
Сделать трубу из листа железа – это значит выполнить последовательность действий. Работа состоит из простых этапов. Сначала проходит подготовка, которая состоит из выполнения разметок деталей и вырезания заготовок.
На этапе формирования тела конструкции происходит создание элемента круглого сечения. При соединении требуется закрепить элементы в одно изделие.

Переходники для соединения труб из жести
Сделать разметку и заготовку можно в несколько этапов:
- Жестяной лист помещается на поверхности без стыков. Для этого подходит напольное покрытие или верстак.
- От верхнего края размечается отрезок, который равен по размеру будущей магистрали. Отметка выполняется устройством для разметок. Также происходит изготовление .
- Через отметину производится линия. При этом используется угольник.
- От линии размечается ширина отрезка, которая равняется сечению трубы. К полученному значению добавляется 15 мм на стык.
- Полученные разметки соединяются, и выполняется вырезание заготовки.
Делая разметку, стоит учитывать размеры изделия. Ширина – это размер диаметра плюс полтора дополнительных сантиметров. Длина заготовки должна быть больше прямого участка конструкции.
Работа с жестью своими руками производится следующим образом:
- Фальцы загибаются к поверхности листа под прямым углом. Предварительно под них делается разметка линии. киянка. Лист кладется на край стола со спуском на нужную длину и с помощью резинного молотка производится загиб. Работа выполняется по всей длине изделия.
- Труба из жести своими руками предполагает еще один загиб на фальце. При этом выполняется разметка.
- Для конструирования трубы используется круглый элемент. На нем располагается оцинкованная жесть, которой придается округлая форма. При этом согнутые концы трубы соединяются.
Загибы выполняются так, чтобы киянка точно ложилась на поверхность уголка. Удары производятся точными и четкими, но не сильными, иначе шов сплющится.
Изготовление жестяных изделий завершается стыковкой. При этом совмещаются края, и
крепится шов. При этом горизонтальный участок пригибается вниз и прикрывает кромку. Выступающий шов пригибается к поверхности при помощи киянки. Загиб выполняется в сторону от г-образного фальца. Если сделать иначе, то вода проникнет внутрь.
Жестяные изделия своими руками требуется соединить. Края крепятся с помощью клепок из алюминия или стали.
- Через каждые три сантиметра проделываются отверстия для заклепок.
- Кромки пригибаются в сторону друг друга.
- Заготовка отгибается обратно, чтобы кромки находились на наружной стороне конструкции.
- Края монтируются при помощи заклепок.
Чтобы облегчить соединение конструкции, элемент в широкой стороне следует слегка развальцевать. Для обеспечения жесткости с краев изделия . Правильная разметка способствует легкости состыковки с другими элементами, даже заводского производства.
Подобные изделия применяются для водостоков, вентиляционных систем и дымоходных конструкций.
Особенности работы с жестью: как согнуть лист железа и раскроить его
Чтобы создать изделия из жести своими руками, стоит ознакомиться с некоторыми нюансами работы с данным материалом. Рекомендации помогут облегчить монтаж и создать конструкцию в кратчайшие сроки.
- Придать листу жести необходимую форму позволит элемент соответствующей конфигурации. Сгибание выполняет постукивание с применением молотка.
- Чтобы сгиб был ровным, постукивания осуществляются близко друг от друга.
- Облегчить вырезание заготовки из стали поможет специальная петля из кожи. Данный элемент монтируется на ножницы и надевается на пальцы.
- После вырезания кромка обрабатывается стругом, который готовится их ножовочного материала.
- Изделия из жести иногда требуется разрезать. Это делается для придания фигурной формы изделию. Данную процедуру выполняют консервным ножом.
Чтобы материал хорошо резался ножом, его надпиливают ножовкой, а потом используют нож или ножницы.
Жестяные работы отличаются простотой и их можно сделать самостоятельно. Умение изготовить подобную конструкцию пригодится в быту. Труба из жести изготавливается просто, главное знать определенные нюансы процесса.